 Skip to content
Skip to content 
Bag Manufacturer for Brands
From Material Development to Finished Goods, One Factory Handles It All
Szoneier integrates fabric production, leather workshops, EVA molding, TPU welding, and bag assembly under one system to deliver consistent and scalable OEM solutions.
Szoneier is an OEM bag manufacturer with more than 18 years of production experience across nylon, canvas, PU, leather, TPU, EVA, and neoprene. Our team manages the full development cycle — pattern making, sampling, reinforcement mapping, material sourcing, mold creation, and mass production. With four invested factories across Guangdong and an in-house R&D team, we support brands and retailers that require stable quality, scalable capacity, and multi-material integration for new bag lines or long-term collections.
Szoneier’s Core Advantages as an OEM Bag Manufacturer
- Multi-Material Manufacturing System
- Four Factories in the Guangdong Manufacturing Belt
- Scalable Production + Flexible MOQ
- Consistent QC System Across All Plants
- In-House R&D + Technical Sampling Room
- Reinforcement-Focused Engineering for Durability
- Brand-Grade Packaging & Export Support
- Stable Long-Term Cooperation With Global Brands
How Szoneier Turns a Bag Concept Into a Reliable, Scalable OEM Product
As a factory that has been producing OEM bags for more than 18 years in Guangdong, our daily work is not simply “taking orders.” What we really do is translate every sketch, reference sample, or idea into a product that can be mass-produced with stable structure, consistent quality, and reasonable cost.
Most overseas teams don’t see the engineering work behind a finished OEM bag. From the factory’s perspective, OEM development is a chain of real technical processes:
- fabric engineering and compatibility
- structural reinforcement
- pattern making and correction
- mold & die development
- production sequencing
- stitching method selection
- hardware matching
- tolerance control
- color-lot management
- cost mapping
- QC point setup
- packaging compliance
- export workflow
At Szoneier, we are not only a sewing facility. We operate multiple factories inside our supply chain: bag factory, leather workshop, neoprene line, EVA molding line, TPU welding lines, fabric finishing line, and a webbing mill. This gives us the ability to support OEM projects at an engineering level most vendors simply can’t achieve.


What OEM Bag Manufacturing Really Means
For a factory, OEM is a “conversion process.” It’s not copying a sample but converting a client’s design into engineering data that can be repeated on a production line without losing structure, consistency, or cost control.
OEM Is Not “Follow the Sample”
When a client sends a sketch or original sample, we don’t copy it directly. We break it down into manufacturable data:
- GSM and coating requirements
- panel dimensions and tolerances
- stress points and reinforcement
- hardware compatibility
- stitching method
- sequence order
- mold or die needs
- edge finishing style
- seam allowance and material shrinkage
- packaging volume and export restrictions
OEM begins the moment we turn a design into technical documents the production line can follow.
OEM Success Depends on Manufacturability
Every OEM bag must be engineered for industrial production:
- Does the nylon stretch under stitching tension?
- Will PU deform under heat?
- Will neoprene expand after lamination?
- Will TPU require preheating?
- Is the EVA mold calibrated?
- Can the zipper follow the required curve?
- Does thick canvas require a synchronized walking-foot machine?
These are daily engineering decisions inside our factory.
OEM Requires Multi-Material Capabilities
Most OEM bags combine more than one material. What makes Szoneier capable of handling complex OEM work is our own multi-factory structure:
- Nylon/Canvas bag factory
- Leather workshop (real leather & high-end PU)
- EVA molding line
- TPU welding lines
- Neoprene manufacturing workshop
- Webbing mill (polyester, nylon, jacquard)
- Fabric finishing & coating line
This allows us to solve cross-material challenges that simple sewing shops cannot.
OEM Is a Long-Term Production System, Not a Single Prototype
Most clients ask for a prototype first. But from the factory’s perspective, the prototype is only the beginning.
A sample must lead to:
- stable production
- consistent quality
- predictable cost
- efficient workflow
- repeatable batches
This long-term production thinking is what separates OEM factories from trading companies and small workshops.
The Types of Clients We Support
Different industries develop bags for different uses. Each group requires different engineering priorities from the factory. These are the categories Szoneier handles weekly in real production.
Outdoor, Sports, Travel & Utility Brands
We prioritize:
- abrasion resistance
- waterproofing methods
- strong reinforcement
- stable fabric color-lots
- reliable hardware
- heavy-duty stitching
- functional pocket systems
Typical products: backpacks, tactical bags, camera bags, waist packs, climbing bags, travel bags.
E-commerce Brands
We focus on:
- competitive but stable cost
- FBA-compliant packaging
- fast sampling (7–12 days depending on complexity)
- predictable replenishment
- lightweight but durable structures
- unified packaging for retail sets
- carton testing and labeling
Szoneier handles thousands of FBA cartons each year.
Corporate Programs, Events & Promotional Projects
We prioritize:
- fast development
- large-volume output
- clean and consistent logo work
- wide color choices
- stable stitching control
- cost-efficient material options
Canvas totes, nylon shopping bags, PU organizers, backpacks, gift sets—these are daily production categories for us.
Technical Industries
These projects demand engineering capability:
- EVA molded shells
- TPU welded waterproof structures
- thick PE/EVA reinforcement
- custom foam layouts
- high-strength bartacks
- structured pockets for equipment
Our engineers produce reinforcement maps and internal structure layouts for all technical projects.
Premium Leather Brands and Corporate Gift Programs
These projects require craftsmanship:
- hide selection
- edge-painting (3–5 layers)
- custom emboss molds
- precise stitching
- matching grain & color
- metal hardware matching
Szoneier’s leather workshop is equipped for high-precision work.

Why OEM Bag Projects Fail
In our factory’s experience, OEM projects rarely fail because of design. They fail when engineering, material understanding, or production planning are not handled correctly from the start.
Patterns Are Not Adjusted for Material Behavior
A correct pattern for nylon is not correct for:
- TPU (stretches under heat)
- canvas (shrinks)
- PU (expands after pressing)
- leather (varies by hide)
If the pattern is not adjusted, mass production will show:
- crooked shapes
- inconsistent panel sizes
- wrinkled seams
- misaligned pockets
- bottom sagging
Our sample room normally corrects a pattern 2–5 times before PP approval.
Reinforcement Is Not Engineered Properly
The most common failures in other factories are:
- handle breakage
- strap detachment
- zipper end tearing
- bottom panel collapsing
- pocket corners ripping
This happens when the factory does not use:
- internal webbing
- bartacks
- box-X reinforcement
- PE or EVA boards
- double stitching
- rivets
At Szoneier, every OEM project includes a reinforcement map for all stress points.
Material Variation Not Considered for Mass Production
Fabric behavior changes batch to batch:
- PU grain changes with thickness
- canvas hand-feel shifts with finishing treatment
- nylon color varies with dyeing conditions
- TPU hardness changes with temperature
- neoprene thickness varies after lamination
We reduce these issues because we operate our own webbing line and our own fabric finishing line, giving us control over color, GSM, coating, and shrinkage.
Incorrect Production Sequencing
Many workshops fail because they sew in the wrong order:
- sewing outside panels before internal pockets
- adding binding before alignment
- installing zippers without pre-position stitching
- pressing leather too early or too late
We set a detailed production SOP before mass production begins.
Cross-Material Projects Are Treated Like Standard Sewing Jobs
If a project includes:
- TPU + webbing
- leather + EVA
- neoprene + mesh
- nylon + rigid frame
- PU + molded components
a single-skill factory cannot produce a stable product.
Over 60% of projects Szoneier handles are multi-material.
The Real Technical Variables That Determine OEM Quality & Cost
Factories calculate OEM cost and quality based on materials, reinforcement, labor complexity, tooling requirements, testing needs, and production processes. Below are the variables we evaluate internally for every project.
Fabric System
Examples:
- 900D polyester vs 1680D nylon → 20–35% cost difference
- 12oz canvas vs 20oz canvas → 15–25% difference
- standard PU vs microfiber PU → 30–50% difference
We usually offer 2–3 material options for each OEM structure.
Labor Complexity
Each added feature increases production time:
- multiple pockets
- curved edges
- binding + hidden seams combination
- structured foam layers
- thick materials requiring walking-foot machines
Labor time often determines the project’s feasibility.

Reinforcement Strategy
Each reinforcement method has different costs:
- bartacks → low cost
- internal webbing → medium cost
- PE board → medium cost
- EVA molded core → high cost
- rivets → high cost
We recommend reinforcement based on how the bag will be used.

Zipper & Hardware Grade
Hardware heavily affects durability and feel:
- YKK → premium
- SBS → stable
- custom metal parts → expensive
We tell clients exactly which hardware suits which use case.

Tooling & Molding
Tooling increases upfront cost but ensures consistency:
- EVA molds
- TPU welding molds
- logo emboss molds
- cutting dies
Szoneier produces EVA molds in-house to reduce outsourcing cost.

QC Standard
Quality levels affect production time:
- AQL 2.5 → standard
- AQL 1.0 → strict and slower
- 100% inspection → high cost but required for some industries
We build the QC plan according to the project’s purpose.
Szoneier’s OEM Development Workflow
A stable OEM project depends on a disciplined development workflow, not just sewing skills. At Szoneier, every bag passes through a structured engineering pipeline involving materials, pattern refinement, reinforcement mapping, testing, and multistage QC before mass production begins.
Below is the complete process our team uses daily.

STEP 1 — Technical Requirement Collection & Feasibility Check
At this stage, our engineers clarify what the bag must do, not merely what it should look like.
What We Collect:
- functional requirements (load, movement, use environment)
- target materials (nylon, canvas, PU, leather, TPU, EVA, neoprene)
- size range, weight expectations, capacity
- internal layout and pocket logic
- color specifications (Pantone / fabric swatch)
- branding methods (emboss, jacquard webbing, hardware, print)
- packaging requirements (FBA, retail box, polybag, foam insert)
Szoneier’s Internal Work:
- engineers evaluate material compatibility (e.g., PU with foam, nylon with PE board)
- QC team checks testing implications (tensile load, hydrolysis, abrasion)
- sample room reviews stitching feasibility
- costing team prepares preliminary structure estimate
Factory Note: About 20% of designs need adjustment due to tension points, zipper curves, or foam placement. We correct these early to avoid failed samples later.
STEP 2 — Pattern Making & Engineering Breakdown
Once requirements are confirmed, Szoneier’s pattern masters create the structural blueprint.
What Happens Internally:
- full-size paper patterns are drafted
- digital patterns created for precision
- seam allowances, tolerances, and curvature ratios set
- reinforcement zones identified
- internal support materials assigned (EVA, PE board, foam, webbing)
- stitching sequence planned to prevent distortion
Unique to Szoneier:
Our patterns come from 18+ years of multi-material experience, covering nylon, leather, neoprene, TPU welding, and EVA molding. Every material behaves differently under sewing tension, and our team adjusts accordingly.
Why This Matters:
A well-engineered pattern eliminates shape collapse, zipper misalignment, top-handle stress, and pocket distortion.
STEP 3 — Prototype Sample Development
Every sample is hand-built in our in-house sampling room, equipped with:
- walking-foot machines
- cylinder-bed machines
- post-bed machines
- bartack and zigzag machines
- skiving & edge-painting machines (for leather/PU)
- heat-press & welding equipment (TPU / waterproof bags)
Szoneier’s Workflow:
- Cutting team prepares panels to match pattern tolerances
- Engineers monitor stitching tension and reinforcement placement
- QC checks internal structure during sewing (foam, boards, webbing)
- Finishing team trims, cleans, and sets final shape
- Engineers inspect the sample for structural performance
Typical Output:
- 1st sample quality: 70–85% of final structure
- functional testing already implemented
- internal reinforcement is fully revealed for client review
Factory Insight: Most revisions at this stage involve pocket spacing, zipper path clarity, handle reinforcement, and shape tuning for PU or leather.
STEP 4 — Material & Construction Verification
Once the first sample is created, our engineering team validates each component.
Verification Includes:
- fabric GSM & coating stability
- PU/leather thickness and edge-paint adhesion
- webbing tensile strength
- zipper choice & compatibility
- foam density, board stiffness
- stitching density and tension uniformity
- TPU welding line strength
- EVA mold shrinkage ratio
Szoneier’s Internal Testing Tools:
- lightbox for color stability
- tension and pull-test tools
- waterproof assessment (for TPU and outdoor packs)
- abrasion test tools
- chemical test pre-check (odor, VOC level for PU)
Result:
We create a material confirmation sheet for client approval before moving forward.
STEP 5 — Revision & Optimization
OEM work is iterative. Szoneier typically goes through 1–3 rounds of technical refinement, depending on product category.
Engineering Adjustments May Include:
- zipper curvature re-engineering
- revised foam system for softness or rigidity
- internal pocket alignment fixing
- hardware repositioning to improve weight distribution
- handle reinforcement using internal webbing or hidden bartacks
- increasing seam allowance on stress zones
- modifying panel shapes for better clean lines
Szoneier’s Value in This Step:
Because we operate four factories with different specialties, we can simulate:
- leather behavior vs nylon behavior
- neoprene stretch vs EVA molding
- TPU weld thickness vs stitching tension
This cross-material understanding gives us engineering accuracy most single-material factories cannot offer.
STEP 6 — Pre-Production (PP) Sample
The PP sample is the exact version used to guide mass production.
PP Sample Tasks Include:
- lock-in material lot numbers
- finalize stitching density
- confirm reinforcement system
- confirm pocket layout & dimensions
- verify logo methods (deboss, print, embroidery)
- approve packaging and labeling
- prepare SOP and production flows
Internal Documentation Prepared:
- PP sample board
- pattern set
- reinforcement map
- sewing sequence chart
- QC points sheet
- finished dimension sheet
- packaging SOP
- carton spec
This packet ensures that every worker, QC member, and production manager follows the same standard.
STEP 7 — Production Line Setup
Before bulk production starts:
Szoneier Runs:
- pre-cutting trial run
- thread testing for each machine
- boarding/foam placement tests
- bartack machine calibration
- TPU welding temperature test
- mold temperature balancing (EVA/TPU)
- packaging line setup
For large orders, we assign multiple synchronized lines.
Tooling Check:
- cutting dies prepared
- molds ready
- printing screens checked
- embossing molds tested
- edge-paint tools cleaned (leather workshop)
Factory Note: This preparation stage determines 60% of the final consistency.
STEP 8 — Mass Production With Multi-Stage QC
Szoneier’s four-factory system all follows a unified QC protocol.
QC Stages:
- Incoming Materials QC
- Cutting QC
- In-Line Sewing QC
- Structural Reinforcement QC
- Final AQL Inspection
- Packaging QC
Why This Works:
We prevent defects during production, not after the product is finished — which dramatically reduces waste and inconsistency.
STEP 9 — Final Inspection & Packing
After mass production, the QC team performs:
- AQL inspection (1.5 / 2.5 / custom)
- functional testing
- shape consistency check
- odor check
- zipper & hardware check
- stitching line uniformity check
- internal layout check
Packing Procedures:
- moisture control pack
- polybag or retail box
- label placement
- carton checking (strength & print)
- palletizing if required
STEP 10 — Shipment Coordination & After-Production Support
Szoneier arranges:
- consolidated shipping
- freight coordination
- FBA prep
- export documentation
- replenishment planning
- spare materials storage (optional)
We also keep digital patterns, molds, and construction records for future orders, ensuring stable repeat production.
How to Evaluate an OEM Bag Factory
Choosing an OEM bag manufacturer is not about marketing claims. It’s about whether the factory has the people, equipment, systems, and experience to control risk, maintain stability, and produce consistent batches. Below is how factories judge each other.
As a factory, when we evaluate another manufacturer, we check the same criteria overseas teams should check. These are the areas that truly determine capability.
1. Look at the Factory’s Material Coverage
Single-material factories (only nylon, only PU, or only canvas) can’t handle multi-material OEM projects. A capable OEM factory must manage at least:
- nylon
- canvas
- PU
- leather
- EVA
- TPU
- neoprene
- webbing
Szoneier has all of these in-house, not outsourced.
If a factory can only sew, it cannot stabilize OEM quality on complex bags.
2. Check Whether They Have an Engineering Team
A real OEM factory must have:
- pattern makers
- sample technicians
- production engineers
- QC engineers
- mold/tooling partners
- material technicians
Without these roles, a design cannot be converted into a repeatable product.
At Szoneier, engineering review is the first step for every project.
3. Verify the Sampling Room Capability
The sampling room determines 70% of a project’s success.
A reliable OEM sampling room should:
- correct patterns, not copy them
- understand material shrinkage
- adjust seam allowance
- identify stress points
- recommend reinforcement layers
- refine zipper curves
- build structure diagrams
- complete samples within 7–12 days
Szoneier’s sampling room produces 400–600 samples monthly, across nylon, canvas, PU, leather, TPU, EVA, and neoprene.
4. Inspect Real On-Site Equipment
A mature OEM factory will have:
- synchronized walking-foot machines
- bartack machines
- binding machines
- cylinder-bed machines
- hot stamping machines (for leather)
- edge-painting equipment
- EVA molding machines
- TPU ultrasonic welding
- heavy-duty thread systems
- cutting equipment + dies
If a factory only has basic flatbed sewing machines, it cannot handle structured OEM bags.
5. Review Reinforcement & Failure-Point Experience
When we audit other factories, we observe whether they understand:
- where straps fail
- how bottom panels collapse
- how zipper corners tear
- how foam compresses
- where binding might fray
- how canvas shrinks
- how PU stretches after stitching
A good OEM factory has standard reinforcement maps for different bag types.
Szoneier uses reinforcement templates developed from 18+ years of production.
6. Examine QC Systems and Stability Records
Key indicators:
- incoming material inspection
- color-lot tracking
- in-line inspection
- tension and pull tests
- AQL final inspection
- carton drop test
- pre-shipment photo/video records
Factories without clear QC stages cannot keep batch consistency.
7. Check Long-Term Client Retention
Strong factories keep clients for many years because they deliver stable quality.
Szoneier works with clients in North America, Europe, and Japan who have cooperated with us for 5–10+ years, especially for outdoor, corporate, technical, and leather goods projects.
8. Look at the Vertical Supply Chain
A factory relying heavily on “sourcing agents + random workshops” will always have unstable results.
Szoneier owns or directly controls:
- bag factory
- leather factory
- webbing factory
- neoprene line
- TPU welding line
- EVA molding line
- fabric finishing line
Vertical integration = stability.
Product & Type Options
Szoneier works across nylon, canvas, leather, TPU, neoprene, and EVA products. Our OEM scope covers lifestyle, outdoor, technical, premium leather, molded, waterproof, and multi-material bags. Below is a factory-level breakdown.
We divide our OEM product categories by material system + structure + manufacturing requirement.
Nylon/Oxford/Polyester Bags
Products:
- backpacks
- travel duffels
- crossbody bags
- sling packs
- laptop bags
- school bags
- corporate backpacks
Factory Notes:
- bar-tack at strap bases
- internal webbing reinforcement
- foam panel alignment
- zipper curvature engineering
- color-lot control
- 600D, 900D, 1680D options
Szoneier’s nylon lines run high-volume production daily with controlled GSM and reinforcement.


Canvas & Cotton Bags
Products:
- canvas totes
- heavy-duty shopping bags
- vintage canvas backpacks
- beach bags
- corporate event bags
Factory Notes:
- pre-shrinking required
- internal webbing needed for handles
- bottom boards optional
- print adhesion controlled
- canvas from 12oz–24oz
Our textile finishing line stabilizes shrinkage and dye consistency.
PU & Leather Goods
Products:
- makeup bags
- handbags
- wallets
- passport holders
- document bags
- premium organizers
Factory Notes:
- edge-painting (3–5 coats)
- custom emboss molds
- skiving
- adhesive bonding
- precise stitching
Szoneier’s leather workshop specializes in uniform grain selection and premium finishing.


TPU Waterproof & Stadium Bags
Products:
- transparent stadium bags
- waterproof dry bags
- waterproof pouches
- travel wash bags
Factory Notes:
- ultrasonic welding
- high-frequency welding
- anti-yellowing TPU
- thickness 0.4–0.8mm
- reinforcement tape for stress points
Szoneier operates its own TPU welding line.
EVA Molded Protective Cases
Products:
- electronics cases
- tool cases
- cosmetic device cases
- camera accessory cases
- medical equipment cases
Factory Notes:
- mold development
- lamination control
- curvature trimming
- zipper embedding
- compression testing
EVA molds produced internally or through our long-term CNC partners.


Neoprene Bags & Accessories
Products:
- lunch bags
- wine bottle holders
- sleeves
- sports accessories
- medical braces
Factory Notes:
- curved trimming
- glue + stitch combination
- stretch behavior calibration
- bonding strength testing
Szoneier has 18+ years of neoprene expertise.
Technical/Utility Bags
Products:
- tactical bags
- tool bags
- medical kits
- camera bags
- field equipment bags
Factory Notes:
- heavy bartacks
- multi-pocket patterns
- thick PE/EVA boards
- load testing
- abrasion-resistant fabric


Corporate & Promotional Bags
Products:
- logo totes
- event bags
- corporate backpacks
- PU pouches
- conference kits
Factory Notes:
- large-volume capacity
- stable print consistency
- cost-controlled material selection
Materials & Construction System
Material behavior controls 70% of an OEM bag’s success. Szoneier manages multiple material systems under one supply chain, allowing us to engineer the bag structure from the material upward—not just assemble parts.
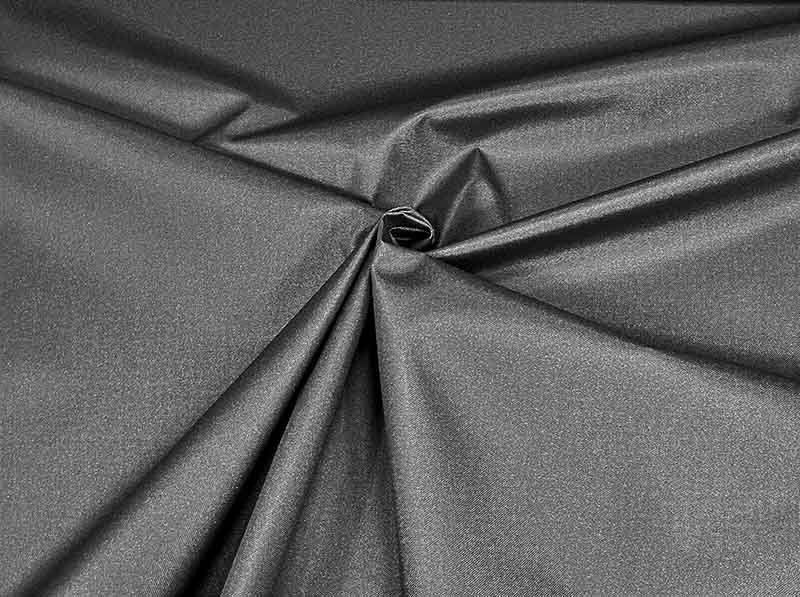
Nylon / Oxford / Polyester
Key specs we control:
- GSM
- PU/PVC-free coating
- colorfastness
- abrasion rating
- tensile strength
- waterproof treatment
- shrinkage
Common choices:
- 300D
- 600D
- 900D
- 1680D
Factory concerns:
- seam slippage
- fraying edges
- fabric drift during stitching
- reinforcement compatibility

Canvas & Cotton
Key specs:
- 8oz–24oz
- shrinkage rate
- dye uniformity
- print adhesion
- hand feel
Factory concerns:
- handle reinforcement
- pre-shrinking
- internal lining when needed
- heavy panels requiring strong needle system

PU & Microfiber PU
Key specs:
- thickness accuracy
- backing strength
- grain stability
- edge-paint adhesion
- sewing resistance
- stretching behavior
Factory concerns:
- heat deformation
- pattern shift after stitching
- emboss mold depth
- curve shaping

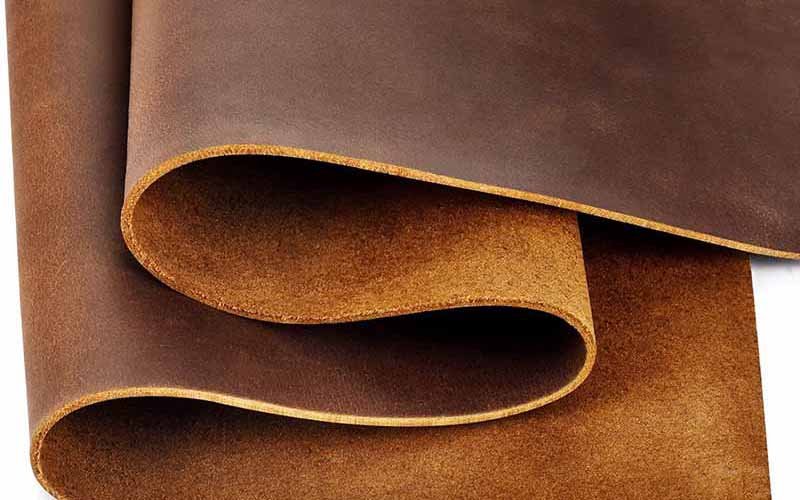
Leather
Key specs:
- hide thickness
- grain uniformity
- oil content
- stretch behavior
- cutting yield
Factory concerns:
- skiving accuracy
- edge paint
- stitching consistency
- natural mark selection
TPU
Key specs:
- hardness
- anti-yellowing grade
- thickness (0.4–0.8mm)
- welding compatibility
Factory concerns:
- bubble control
- weld line strength
- temperature and pressure settings
- scratch resistance

EVA
Key specs:
- Shore hardness
- mold shrinkage rate
- lamination thickness
- shape memory
Factory concerns:
- zipper embedding
- trimming alignment
- mold temperature curve

Neoprene
Key specs:
- 2–5mm thickness
- stretch ratio
- lamination quality
Factory concerns:
- curve trimming
- bonding strength
- foam compression

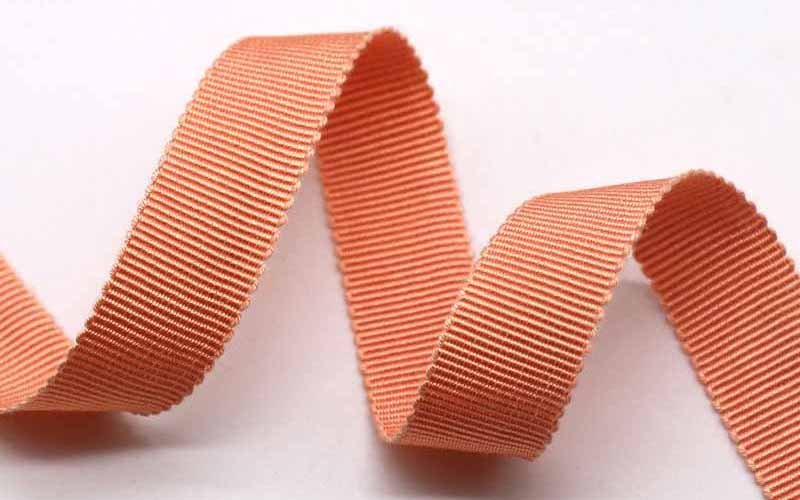
Webbing
Key specs:
- tensile strength
- weaving structure
- stiffness
- jacquard branding
Szoneier produces much of our webbing in-house.
Hardware & Zippers
Options:
- YKK
- SBS
- custom metal hardware
- waterproof zippers
- reverse-coil zippers
Factory concerns:
- puller tension
- chain strength
- matching zipper curvature

Customization & Branding Options
OEM manufacturing is not only about producing a physical bag; it’s also about building a product that carries a brand’s identity. At Szoneier, customization starts at the structural level, not just decoration.
Customization can affect material selection, reinforcement strategy, mold development, cost, and workflow. Below is how a real factory manages customization step by step.
- Branding Methods We Support
Screen Printing
Factory Notes:
- requires surface testing for ink adhesion
- canvas absorbs ink differently depending on finish
- nylon requires pre-treatment to avoid color bleed
- PU must be tested for heat tolerance
- repeatability across thousands of units requires template calibration
Common Use: totes, pouches, corporate bags, outdoor backpacks.

Embroidery
Factory Notes:
- thick fabrics require stabilizer backing
- embroidery on curve panels needs tension adjustment
- thread density affects panel deformation
- requires pre-production stitch file testing
Used for lifestyle, school, casual, travel bags.

Woven Labels / Jacquard Webbing
Factory Notes:
- Szoneier has its own webbing mill, supports jacquard logo straps
- width: 20mm–40mm
- customized density
- color matching based on Pantone
- anti-fuzzing treatment available
Used for streetwear, outdoor, premium casual brands.

Metal Plate & Hardware Customization
Factory Notes:
- requires CNC mold
- plating thickness determines durability
- anti-corrosion test recommended
- must match bag weight and structure
Used for luxury PU/leather lines, travel accessories, gift sets.

Leather Deboss / Emboss / Foil Stamping
Factory Notes:
- Szoneier’s leather workshop handles 3–5 layers of edge paint
- fully custom emboss molds
- heat, pressure, and seconds must be tested for each leather batch
- natural grain affects depth
Used for high-end leather organizers, wallets, makeup bags.
Heat Transfer Printing
Factory Notes:
- needs flat surface
- heat must not distort fabric
- TPU films require specific temperature control
Used for sports, outdoor, and technical bags.

TPU Heat Welding Logos
Factory Notes:
- common on waterproof bags
- requires exact welding pressure
- TPU hardness affects bonding strength

- Structural Customization
Custom Pockets & Inner Layouts
Factory Notes:
- affects number of panels
- influences stitching sequence
- increases reinforcement needs
- pocket spacing must match panel tolerance
We create full inner layout diagrams for camera bags, travel bags, diaper bags, tool bags, etc.

Custom Molded Components
Factory Notes:
- mold shrinkage must be calculated (EVA shrinks differently from TPU)
- mold cost depends on size and depth
- first mold test requires trimming correction
- zipper embedding requires exact curvature machining
Szoneier manages mold development internally or via long-term CNC partners.
Custom Shapes & Patterns
Factory Notes:
- curved stitching requires walking-foot machines
- rounded corners increase labor
- PU and leather require skiving to maintain shape
- strong patterns increase pattern count

- Packaging Customization
Factory Options:
- retail color boxes
- custom inserts
- barcode/FBA labels
- custom polybags
- velvet pouches (for leather goods)
- molded trays (for premium sets)
- gift packaging
Packaging affects both product protection and shipping cost. Szoneier’s export team aligns packaging with carton testing and container optimization.

QC & Testing System
OEM bags don’t rely on luck; they rely on a strict quality system. Szoneier runs QC at multiple points — material incoming, cutting, stitching, reinforcement, finishing, packaging, and pre-shipment.
Below is how a real factory maintains batch consistency.
Incoming Material Inspection
Fabric
We check:
- GSM ± tolerance
- color consistency (lightbox)
- coating uniformity
- surface defects
- shrinkage rate
Hardware
We test:
- pull strength
- plating durability
- corrosion resistance
- smoothness of zippers
- rivet and buckle tension
Leather & PU
We check:
- thickness
- grain consistency
- cut yield
- surface stability
- edge-paint adhesion (test cuts)


Cutting QC
Cutting determines 80% of final shape.
We check:
- cutting accuracy within ±2mm
- alignment of pattern direction
- correct number of panels
- avoidance of fabric defects
- consistency of thick materials
Szoneier uses cutting dies for high-precision projects.
In-Line QC During Stitching
This prevents errors from reaching the finishing stage.
We inspect:
- stitch density
- thread tension
- reinforcement position
- zipper alignment
- binding quality
- foam and board placement
- straightness of lines
- symmetry of pockets
Every line has a dedicated QC checker to reduce defect accumulation.

Reinforcement QC
We specifically check:
- bartack strength
- internal webbing alignment
- PE/EVA board placement
- rivet tightness
- double-seam durability
This step catches 90% of potential structural failures.
Final QC (AQL Standards)
Szoneier supports AQL:
- 2.5 (standard)
- 1.0 (strict)
- custom inspection plans
Final QC includes:
- full functional test
- zipper test
- strap pull test
- shape matching
- surface cleanliness
- odor inspection
- measurement checks

Packaging QC
We confirm:
- correct labels
- correct packaging components
- moisture-control packs
- carton strength
- carton printing
- FBA label positioning
- carton drop test when required
Third-Party Testing Support
We can coordinate testing with:
- SGS
- TUV
- Intertek
- BV
Common tests include:
- abrasion
- colorfastness
- tear strength
- hydrolysis
- chemical (REACH, CPSIA)
- waterproof rating
- tensile load
We prepare samples and documentation as needed.
OEM Projects Szoneier Has Successfully Manufactured
Real OEM capability is proven through real projects. Below are several representative cases showing how our factory handled structural challenges, material selection, reinforcement issues, cost control, and mass production stability.
(We do not disclose client names, but each case reflects actual production work done by Szoneier.)
Case Study 1 — Outdoor Backpack
Project Type: 30–40L technical outdoor pack
Materials: 600D nylon, 210D lining, EVA foam, YKK zippers, nylon webbing
Challenges:
- multi-pocket layout
- heavy load zones
- zipper curve stability
- 10+ internal compartments
Factory Solutions:
- created a reinforcement map with 32 bartacks
- inserted PE board inside back panel
- added internal webbing along shoulder strap base
- used curve-guided stitching for zipper arc
- adjusted foam thickness after the 1st sample
Outcome: Stable mass production across 5,000+ units with extremely low defect rate (< 1%).


Case Study 2 — Leather Cosmetic Bag
Products:
- canvas totes
- heavy-duty shopping bags
- vintage canvas backpacks
- beach bags
- corporate event bags
Factory Notes:
- pre-shrinking required
- internal webbing needed for handles
- bottom boards optional
- print adhesion controlled
- canvas from 12oz–24oz
Our textile finishing line stabilizes shrinkage and dye consistency.
Case Study 3 — EVA Molded Electronics Case
Project Type: protective electronics case
Materials: EVA shell, 600D nylon, custom zipper, velvet lining
Challenges:
- mold shrinkage
- zipper embedding
- internal foam accuracy
Factory Solutions:
- recalibrated mold temperature and dwell time
- trimmed outer shell along defined radius
- inserted laser-cut foam for interior precision
- conducted repeated compression tests
Outcome: Perfect fit for the client’s electronics with high production repeatability.

Case Study 4 — TPU Waterproof Bag
Project Type: transparent stadium bag
Materials: 0.6mm TPU, reinforced webbing
Challenges:
- anti-yellowing
- weld strength
- scratch resistance
- handle reinforcement
Factory Solutions:
- selected anti-hydrolysis TPU
- optimized welding temperature curve
- applied matte TPU for anti-scratch function
- reinforced strap with 25mm webbing backing
Outcome: Passed stadium requirements; zero welding failures during QC.
Case Study 5 — Neoprene Lunch Bag
Materials: 4mm neoprene, nylon thread
Challenges:
- stretch control
- curved panel trimming
- top handle shape retention
Factory Solutions:
- recalibrated cut patterns for stretch
- added seam-cover tape for clean finish
- reinforced handle area with internal binding
Outcome: Stable shape and clean finishing across 10,000+ units.

Case Study 6 — Corporate Canvas Tote
Materials: 16oz canvas, woven straps, screen print
Challenges:
- 30,000-unit order
- strict delivery timeline
- color consistency across rolls
- logo print clarity
Factory Solutions:
- fully pre-shrunk fabric rolls
- standardized printing templates
- 3 production lines running simultaneously
- color-lot confirmation before cutting
Outcome: On-time delivery with clean and stable prints across all units.
Production Timeline & Cost Structure
OEM timelines depend on material complexity, mold needs, sampling rounds, and production volume. Below is the typical schedule from a factory’s real-life workflow perspective.

1. Sampling Stage
(1) First Sample
- Simple nylon/canvas bags: 5–7 days
- PU or leather bags: 7–10 days
- TPU welded bags: 10–12 days
- EVA molded bags: 10–15 days
(2) Sample Revisions
Usually 1–3 rounds, depending on complexity.
(3) PP (Pre-Production) Sample
After approval of the final sample, we prepare a PP sample within 3–7 days.
2. Mass Production Timeline
Fabric & Material Ordering
- Nylon/canvas: 7–12 days
- PU/leather: 10–15 days
- TPU: 12–15 days
- Neoprene: 10–12 days
- Custom hardware: 15–25 days
- EVA molds: 18–25 days
Production Period
- Normal orders: 25–30 days
- Complex stitching or multiple materials: 30–40 days
- EVA + PU combinations: 30–40 days
3. Cost Structure
(1) Material Cost
40–70% of total cost depending on fabric type.
(2)Hardware Cost
Zippers, sliders, buckles, rivets, logo plates, molds.
(3)Labor Cost
Influenced by:
- pocket count
- stitching type
- curved edges
- binding
- multi-layer sewing
- edge finishing (PU, leather)
(4)Tooling Cost
- EVA mold: USD 150–800
- TPU welding mold: USD 100–500
- Cutting die: USD 50–200
- Logo emboss mold: USD 50–150
(5)Packaging Cost
- polybags
- retail boxes
- custom inserts
- carton specifications
- labeling
(6)QC & Testing Cost
- internal QC
- third-party testing if required
(7)Export Cost
- cartons
- palletizing
- documentation
- shipping support
Frequently Asked Questions
Below are real questions we receive constantly as an OEM factory, along with direct, practical answers based on our production experience.
1. What is your MOQ for OEM projects?
Most nylon/canvas bags: 100–500 units per style.
PU/leather items: 100–500 units.
EVA molded items: 200–500 units.
Neoprene bags: 100–500 units.
Lower MOQ available for simple items.
2. How long does sampling take?
Nylon/canvas: 7–10 days
PU/leather: 10–15 days
TPU/EVA: 12–20 days
Multi-material: depends on structure (usually 12–18 days)
3. Can you help optimize the structure?
Yes. Our engineers adjust patterns, reinforcement, zipper paths, foam thickness, and stitching sequences to ensure the design is manufacturable and stable.
4. What tests can you support?
Abrasion, tensile strength, colorfastness, hydrolysis, chemical (REACH/CPSIA), waterproof rating, drop test.
5. Can you develop molds?
Yes. EVA molds, TPU welding molds, logo emboss molds, cutting dies—all handled internally or with long-term CNC partners.
6. Do you support FBA labels and retail packaging?
Yes. We manage barcode placement, carton optimization, polybag warning labels, and carton printing.
7. Can you source eco-friendly materials?
Yes. RPET fabrics, recycled webbing, low-VOC PU, and biodegradable packaging options are available.
8. Do you support small batch trial orders?
For new structures, we often allow 100–200 units for test runs.
9. How do you control color consistency?
We use a color lightbox and inspect dye-lots prior to cutting. For canvas and nylon, we operate our own finishing line to stabilize color and GSM.
10. What is your most important QC rule?
No sewing step can hide a defect.
We check materials, cutting, stitching, reinforcement, trimming, cleaning, and final appearance before packaging.
OEM vs ODM in Bag Manufacturing
The terms OEM and ODM are often misunderstood outside the factory environment. In bag manufacturing, these two models represent different levels of engineering involvement, mold ownership, sampling control, and brand requirements. Below is the precise difference as practiced inside Szoneier’s multi-factory system.
1. What OEM Means in Bag Manufacturing
OEM = Original Equipment Manufacturer This means the client provides the design, and the factory manufactures according to the client’s specifications.
What OEM Looks Like Inside a Bag Factory
When we receive an OEM project at Szoneier, we expect:
- a design sketch or tech pack
- detailed dimensions
- functional requirements
- material preferences (nylon, canvas, PU, leather, EVA, TPU, neoprene)
- branding requirements
- packaging instructions
From there, our engineering team converts the design into:
- full pattern set
- reinforcement structure
- material technical sheet
- stitching sequence
- production SOP
- QC checkpoints
OEM is client-led design, factory-led engineering.
Typical OEM Scenarios
- outdoor sports bags with precise function layout
- camera bags with internal padding systems
- tactical backpacks requiring load-bearing mapping
- cosmetic and leather pouches with custom logo molds
- molded EVA cases requiring custom CNC molds
- waterproof TPU welded bags based strictly on brand requirements
Advantages of OEM for Brands
- complete design control
- unique product identity
- consistent line development
- aligned branding aesthetics
Challenges (Where Szoneier’s Strength Helps)
OEM only works well if the factory has strong engineering. Most design failures in the market come from factories that “execute” but do not “interpret” the structure.
Szoneier avoids this through:
- 25+ pattern masters & technicians
- 4 specialized factories: bag assembly, leather workshop, EVA molding, TPU welding
- engineering-driven reinforcement mapping
- cross-material knowledge from 18+ years of production
2. What ODM Means in Bag Manufacturing
ODM = Original Design Manufacturer This means the factory provides the initial design, and the client customizes or private-labels it.
ODM Inside Szoneier
ODM products come from our internal product development teams. We handle:
- concept creation
- structure engineering
- material selection
- testing and durability verification
- sample development
- packaging proposal
Clients can then modify:
- size
- materials
- colors
- pockets
- logo
- packaging
ODM is factory-led design, client-led branding.
When ODM Makes Sense
- when a brand needs fast market entry
- when there’s no internal design team
- when development time is short
- when budget does not allow complex engineering
- when a brand wants to extend product range quickly (travel, lifestyle, corporate gifts)
Typical ODM Categories Produced by Szoneier
- classic canvas totes (8oz–20oz)
- travel duffels & weekend bags
- backpacks with standard internal layouts
- PU/leather cosmetic pouches
- neoprene lunch bags
- waterproof TPU stadium bags
- molded EVA cases for electronics or beauty kits
Why ODM Works Well at Szoneier
Because our factories control multiple materials, our ODM catalog includes:
- nylon bags
- canvas bags
- PU leather bags
- real leather accessories
- neoprene items
- molded EVA cases
- TPU welded waterproof bags
- woven straps & jacquard webbing
This allows ODM clients to build matching collections using consistent materials, hardware, and branding.
3. OEM vs ODM:Engineering Differences
| Aspect | OEM | ODM |
|---|---|---|
| Who creates the design? | Client | Factory |
| Who decides structure? | Client concept → Factory engineering | Factory engineering |
| Pattern creation | Custom patterns for each project | Existing base pattern modified |
| Reinforcement system | Designed per client functions | Pre-engineered by Szoneier |
| Material selection | Client preferences | Szoneier-curated materials |
| Sampling time | Longer (custom) | Faster (existing base) |
| Cost | Higher for complex engineering | Lower due to shared development cost |
| Mold requirements | Custom molds often required | Shared molds or none |
| Uniqueness | 100% unique | Semi-customizable |
| MOQ | Usually higher | Usually more flexible |
| Risk | Design errors must be corrected | Already tested designs |
Szoneier handles both models daily, often blending OEM + ODM for hybrid projects.
4. OEM vs ODM:Cost Structure Differences
OEM Costs Include:
- custom pattern development
- structural engineering
- new mold costs (logo, EVA, TPU, dies)
- multiple sample rounds
- testing for brand specifications
- higher QC involvement
- detailed packaging development
ODM Costs Include:
- minimal development charges
- faster sampling
- no mold fees (for many products)
- simplified QC structure
- predictable production cost
Szoneier’s Internal View:
OEM costs more upfront but delivers unique identity. ODM saves development time and cost, with predictable outcomes.
5. OEM vs ODM:When Each Is the Better Choice
✔ OEM Is Better When:
- the bag must be 100% unique
- function is complex (tactical, outdoor, camera, sports)
- engineering affects product performance
- a brand wants signature collections
- long-term production is expected
- consistent materials across multiple seasons are required
This is where Szoneier’s engineering-driven model excels.
✔ ODM Is Better When:
- time-to-market is the priority
- no internal design team exists
- order quantity is smaller
- budget is limited
- products are simple (totes, basic backpacks, cosmetic bags)
- the client needs many SKUs quickly
Szoneier’s ODM catalog is built specifically for these scenarios — optimized, tested, repeatable.
OEM vs ODM in the Real World of Bag Manufacturing
OEM = your design, our engineering
ODM = our design, your brand
Hybrid = our structure + your identity
Szoneier works across all three because our system is built to handle complex structures, multiple materials, and long-term production cycles with stable quality.
How to Start Your OEM Project with Szoneier
You can send us:
- your design sketch
- a reference sample
- material preferences
- dimensions
- expected functions
- estimated order quantity
- brand requirements
- packaging requirements
Our engineering team will:
- review feasibility within 24–48 hours
- propose materials & reinforcement
- estimate sampling and mass production timeline
- prepare the cost framework
- start sample development upon confirmation
- (+86) 13423847456
- Info@Szoneier.Com
Contact Szoneier
If your project needs an OEM factory with real engineering capability, multi-material production, and stable mass production, we can evaluate your design and provide technical suggestions immediately.