
Non Woven Bag Manufacturer in China
Reliable Non Woven Bag Manufacturing for Retail and Promotional Markets
Non woven bags have become one of the most widely used reusable bags around the world. Compared with disposable plastic bags, non woven bags provide better durability, reusability, and environmental advantages. Because of these benefits, many supermarkets, retail brands, and promotional companies use non woven bags as shopping bags, packaging bags, or brand merchandise.
With more than 18 years of experience in bag manufacturing and product development. Since 2007, Szoneier bag company has supported international companies in producing different types of reusable bags, including non woven bags designed for retail packaging and promotional campaigns.
Our production capabilities include:
- custom non woven shopping bags
- promotional tote bags
- reusable grocery bags
- foldable shopping bags
- laminated non woven bags
These products are widely used in retail stores, supermarkets, exhibitions, and promotional marketing activities.
Technical Overview: What Non Woven Bag Manufacturing Actually Requires
Many people think non woven bags are the simplest category in bag manufacturing. But producing stable, repeatable, large-volume quality requires real production infrastructure. Below are the technical fundamentals a professional manufacturer must control.
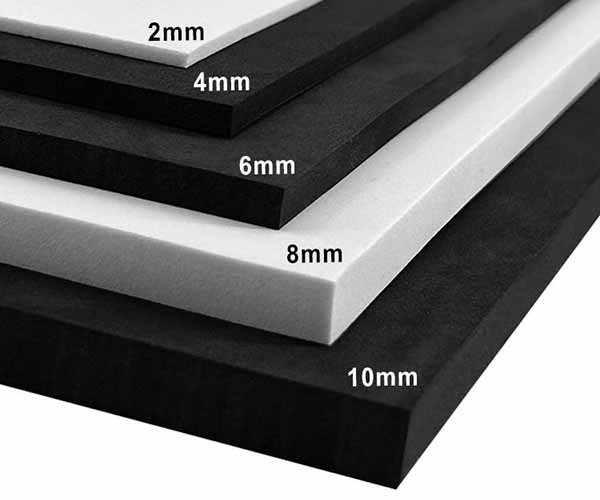
Non Woven Fabric Density (GSM)
This determines strength, stiffness, and appearance. Common grades:
- 50gsm–70gsm → light duty, event bags
- 80gsm–100gsm → retail bags, supermarket totes
- 110gsm–150gsm → premium laminated bags
Factories must control GSM within a ±3gsm tolerance. Low-end suppliers fluctuate by ±10–20gsm, causing weak structure.
Szoneier uses vetted non woven suppliers in Guangdong with consistent fiber distribution and stable tensile performance.
Lamination Quality (Gloss / Matte / Anti-Scratch)
Laminated non woven bags require:
- temperature-stable lamination
- pressure-balanced rollers
- dust-controlled environment
- correct glue application
Bad lamination causes:
- wrinkles
- bubbling
- peeling
- color inconsistency
- print distortion
Szoneier uses laminators with precise tension control and performs surface checks on every roll.
Printing Accuracy
Print quality depends on:
- plate calibration
- color registration
- ink viscosity
- feed alignment
- drying speed
- lamination compatibility
Szoneier works with experienced printing facilities using gravure and flexo systems with stable Pantone matching and controlled color drift.
Cutting & Panel Accuracy
Non woven fabric stretches slightly under tension. Factories must adjust:
- blade sharpness
- cutting pressure
- feeding tension
- roll alignment
Szoneier uses:
- automatic cutting machines for volume
- die-cutting for precise shapes
- manual inspection of each batch
Handle Reinforcement
The #1 failure point of non woven bags.
Professional reinforcement requires:
- long enough reinforcement tapes
- dense stitching
- wide handle bases
- reinforced X-stitch or box-stitch
- correct ultrasonic welding temperature
- weight-load testing
Szoneier engineers reinforcement patterns for 10–20kg load, depending on GSM and bag dimensions.

Ultrasonic Bonding Quality
Ultrasonic bonding requires:
- calibrated frequency
- even pressure
- clean bonding lines
- stable material density
Bad ultrasonic bonding = tearing at low load.
Szoneier uses industrial-grade ultrasonic welding units with consistent bonding strength.
Packaging & Export Handling
Non woven bags can be damaged by:
- humidity
- compression
- poor folding technique
- wrong carton sizes
Szoneier follows strict export packaging SOP:
- humidity packs
- reinforced export cartons
- folding templates
- controlled stack height
- palletizing when needed

| Category | Technical Options |
|---|---|
| Fabric GSM | 50, 60, 70, 80, 90, 100, 120, 150gsm |
| Lamination | Gloss, matte, anti-scratch, metallic |
| Printing | Flexo, gravure, screen, heat transfer |
| Assembly | Sewing, ultrasonic, hybrid |
| Features | Bottom board, reinforced handles, zipper top, snap, piping |
| MOQ | 500–5,000+ depending on complexity |
| Sampling | 5–10 days |
| Lead Time | 12–25 days mass production |
| Szoneier Capabilities | Multi-line stitching, ultrasonic bonding, lamination partners, webbing factory, large-volume QC |

Who Szoneier Bag Factory Served For
Retail Chains & Supermarkets
These programs require:
- massive quantities
- precise color matching
- printing consistency
- strong handles
- repeatable reorders
- stable delivery
- accurate carton labels
Szoneier handles supermarket programs with multiple stitching lines, automated stacking, and tight GSM control.
FMCG, Food Packaging & Daily-Use Brands
These projects require:
- food-safe odor-free materials
- neat printing
- predictable dimensions
- durable handle construction
- strong bottom reinforcement
Szoneier’s non woven supply partners meet EU, US, and JP compliance expectations regarding odor and fiber safety.
Corporate & Event Programs
For:
- expos
- trade shows
- conferences
- festivals
- nationwide marketing campaigns
These projects often require:
- rapid turnaround
- high-volume capacity
- strong reinforcement for merchandise kits
- clean large-format printing
E-commerce, Beauty, Seasonal Gift Sets
These projects need:
- laminated premium surfaces
- precise color reproduction
- consistent folding and shape
- clean edges
- custom packaging
Szoneier supports retail-grade finishing, custom packaging, and tight printing tolerances for beauty and gifting brands.
Eco & Recycled Material Projects (RPET Non Woven)
For companies transitioning to sustainable material systems, Szoneier offers:
- RPET non woven
- recycled PP non woven
- recycled handles
- low-VOC lamination
- recycled packaging
All tracked with material documentation.

Why Selecting the Right Non Woven Bag Manufacturer Matters
Non woven bags are simple on the surface, but many factories treat them as “cheap throwaway products,” resulting in unstable output. For retail programs, this can cause severe shipment failures.
Below are the real risks we see in the industry — and how a factory like Szoneier solves them.
Unstable Fabric Quality & Weak Fiber Distribution
Bad non woven fabric:
- tears easily
- stretches too much
- has uneven color
- smells strongly
- shows fiber clumping
Szoneier uses suppliers with stable filament bonding and tests every roll before production.
Lamination Defects (Peeling, Cracking, Wrinkles)
Inconsistent lamination is common when factories use outdated equipment or subcontract lamination.
Szoneier works with controlled-temperature lamination plants that meet export quality expectations.
Printing Variation & Alignment Issues
Printing problems appear when:
- plates are not aligned
- ink viscosity is unstable
- tension control is poor
- drying is uneven
Szoneier’s printing partners use register control systems and perform color tests before running the full batch.
Weak Handles & Failures Under Load
Handle failure is the biggest reason for shipment rejection.
Reasons include:
- too-small reinforcement patches
- short back-tapes
- incorrect ultrasonic settings
- low stitch density
- cheap thread
Szoneier engineering teams design handle reinforcement systems based on bag size, GSM, and load expectations.
Distorted Bottom Panels
Bottom collapse = poor material choice or poor stitching logic.
Szoneier evaluates:
- bottom board thickness
- reinforcement tape width
- seam allowance
- stitching sequence
before approving the pattern.
Color Inconsistency Across Large Orders
Non woven fabric absorbs ink differently based on fiber density and humidity. Factories with weak QC cannot manage this.
Szoneier ensures:
- roll alignment
- humidity control
- pre-lamination testing
- ink consistency checks
Poor Folding Quality & Dirty Bottom Edges
Non woven fabric collects dust during production. Cheap factories do not manage cleanliness or folding templates.
Szoneier’s assembly lines use:
- dust-control procedures
- clean room for lamination
- folding templates for retail-grade appearance
Export Problems (Cartons, Labels, Moisture, Shape Collapse)
Common issues include:
- carton collapse
- mislabeling
- moisture damage
- deformation during shipping
Szoneier uses export-grade cartons, moisture packs, correct stacking height, and controlled palletizing.

Key Factors in Engineering Non Woven Bags
Professional non woven bag production requires precise engineering decisions across GSM, structure, reinforcement, lamination, printing, and finishing. Below are the key technical factors Szoneier evaluates before approving any non woven bag project.
GSM Selection Based on Load Capacity
The fabric’s GSM determines stiffness, load-bearing capacity, and printing clarity.
| Bag Type | Recommended GSM | Engineering Notes |
|---|---|---|
| Light event bags | 50–70gsm | Easy to fold, but limited load capacity |
| Retail shopping bags | 70–90gsm | Balanced stiffness and cost |
| Supermarket reusable bags | 90–120gsm | Required when load > 8–10kg |
| Premium laminated bags | 120–150gsm | Best for high-end printing |
Szoneier practice: We test fabric strength using tensile test tools and reject rolls showing uneven fiber distribution or odor issues.


Printing Method According to Artwork Complexity
Flexo Printing
suitable for simple logos / 1–2 color
fast and economical
requires plate consistency
Gravure Printing
ideal for detailed graphics and gradients
stable color reproduction
best for supermarket and retail programs
Screen Printing
strong color saturation
durable for solid-color prints
slower for high-volume jobs
Heat Transfer
ideal for small batches or multi-color artwork
limited by temperature tolerance of the non woven surface
Szoneier capability: We work with gravure lines supporting 6–8 color registration, Pantone calibration, and controlled ink viscosity for accurate results.
Lamination Type (Gloss / Matte / Anti-Scratch)
Lamination changes:
- strength
- stiffness
- print appearance
- water resistance
- folding quality
Gloss Lamination
reflective
high color vibrancy
Matte Lamination
premium feel
hides fingerprints
reduces glare
Anti-Scratch Lamination
- used for bags in retail environments
- protects printed surface from abrasion
Szoneier uses lamination lines with temperature-stable rollers, preventing common issues like bubbling or wrinkling.

Handle Design & Reinforcement Engineering
This is the most important structural aspect.
Critical parameters:
- handle length
- width (2.5–3.8cm standard)
- reinforcement patch shape
- back-tape length
- ultrasonic bonding vs stitched reinforcement
- load-bearing performance
Szoneier engineers reinforcement maps, adjusting handle structure based on bag size, fabric GSM, and required load (typically 8–20kg).
Bottom Structure Design
The bottom must match the bag’s purpose.
Options:
- folded bottom
- stitched bottom with piping
- laminated bottom sheet
- inserted bottom board (cardboard or PP board)
Szoneier bottom testing includes:
- fold endurance test
- bottom curve stability
- lamination cracking check

Tolerances & Dimensional Stability
Non woven fabric shifts under tension. Factories must manage:
- cutting margin
- stitching allowance
- lamination shrinkage
- ultrasonic welding width
Szoneier maintains ±3mm tolerance on finished sizes for retail programs.
Szoneier’s OEM/ODM Workflow for Non Woven Bags
Step 1
Requirement Collection & Technical Evaluation
We collect:
- bag size & function
- artwork files
- printing method
- GSM requirements
- handle design
- lamination type
- packaging expectations
Internal actions:
- engineer reviews load-bearing requirement
- printing team checks artwork feasibility
- QC evaluates fabric batch availability
- cost team builds initial framework
Step 2
Artwork Pre-Press Preparation
For printed bags, the pre-press phase is critical.
Szoneier performs:
- plate size calculation
- color adjustment for non woven absorption
- registration alignment planning
- bleeding area configuration
- lamination compatibility testing
This avoids alignment errors and color drift during mass production.
Step 3
Printing & Lamination Trial
Before the full run, we perform:
- print test roll
- lamination temperature test
- ink adhesion test
- color inspection under standard lightbox
- friction test for laminated bags
Only after approval do we release full printing.
Step 4
Cutting & Panel Preparation
Panels must match the structure exactly.
Szoneier uses:
- high-precision die-cutting for specialty shapes
- automatic cutters for large orders
- manual QC checks on panel dimension
- humidity control for fabric stretching
Step 5
Handle Reinforcement Engineering
We test:
- stitch density
- ultrasonic bonding strength
- reinforcement patch length
- back-tape attachment
- bottom-load distribution
Handles undergo load testing before batch approval.
Step 6
Sewing or Ultrasonic Assembly
Depending on bag type:
Sewing
used for high-strength applications
allows piping, bottom boards, thick panels
Ultrasonic
- clean seams
- fast production
- ideal for promotional and retail bags
Szoneier maintains dedicated QC staff on each line.
Step 7
Final QC & Packing
QC checks include:
- color accuracy
- lamination smoothness
- stitching alignment
- bottom shape
- handle strength
- odor check
- dimensional accuracy
- carton strength
Packing includes:
- moisture packs
- accurate folding
- reinforced cartons
- export-grade palletizing
Step 8
Export Coordination & Reorder Stability
Because most non woven users reorder frequently, Szoneier stores:
- cutting dies
- artwork plates
- printing records
- lamination settings
- stitching parameters
This ensures consistency across reorders.

Product & Type Options
Non woven bags come in many constructions, each serving different load, visual, and functional requirements. Below is Szoneier’s full range, with engineering notes for each category.
| Type | Key Features | Technical Notes | Szoneier Capability |
|---|---|---|---|
| Standard Non Woven Tote | Lightweight, economical | 50–90gsm; stitched or ultrasonic | High-volume lines |
| Laminated Non Woven Bag | Gloss/matte surface | Requires stable lamination | Gravure + lamination partners |
| Box-Shaped Non Woven Bag | Rigid structure | Bottom board + piping | Strong stitching lines |
| Foldable Non Woven Bag | Compact storage | Needs precise folding lines | Folding templates |
| Zippered Non Woven Bag | Secure closure | Reinforced top | Zipper insertion unit |
| Drawstring Non Woven Bag | Simple closure | Cord tension control | Cord-inserting equipment |
| Ultrasonic Non Woven Bag | Clean seams | Needs welding accuracy | Industrial ultrasonic machines |
| RPET Non Woven Bag | Recycled content | Odor and stiffness control | Certified RPET supply |
| Die-Cut Handle Bag | Retail packaging | Requires die-cut precision | Die-cut molds |
| Gift / Premium Non Woven Bag | Higher visual quality | Laminated + custom finishes | Multi-material finishing |

Laminated Non Woven Shopping Bag
- Best for supermarket & retail
- Lamination gives stiffness & color depth
- Szoneier uses anti-scratch matte films for premium programs

Box-Structure Non Woven Bag (with Piping)
- Requires piping for clean edges
- Bottom board thickness: 1.0–1.5mm
- Handles reinforced for >12kg loads

Ultrasonic Non Woven Bag
- Seam strength depends on welding line width
- Szoneier calibrates welding frequency for each GSM
- Ideal for fast, clean production

Non Woven with Zipper Closure
- Requires thicker top hem
- Stitching alignment critical
- Used for documents, samples, gift sets

Die-Cut Handle Bag
- Common for retail packaging
- Handle area reinforced with patch
- Szoneier uses CNC-cut dies for precise shapes
Materials & Construction Guide
Material decisions determine durability, stiffness, printing clarity, lamination performance, and cost. Below is the technical guide our engineers use when evaluating non woven bag materials.
Fabric Selection
Non Woven PP (Standard)
most economical
wide GSM range
compatible with all printing methods
lightweight and flexible
Szoneier inspects each roll for:
odor
fiber distribution
tensile strength
surface uniformity
Laminated Non Woven PP
high print quality
water-resistant
rigid shape
suitable for retail & supermarkets
Lamination must match the artwork and GSM to avoid cracking.
RPET Non Woven
made from recycled PET bottles
stronger fiber bonding
premium feel
sustainable option
Requires stricter odor testing; Szoneier performs VOC checks.


Printing Material Considerations
Non Laminated Bags
screen print or flexo
ink penetration varies by GSM
edge clarity depends on fiber uniformity
Laminated Bags
- gravure preferred
- lamination protects print
- consistent color reproduction
Szoneier uses Pantone-matched inks and verifies color under D65 lighting.
Handle Materials
Non Woven Handles
easiest for material matching
best for stitching or ultrasonic bonding
PP Webbing Handles
high strength (up to 20kg load)
used for premium reusable bags
Szoneier produces webbing in-house
Cotton Handles (Hybrid Bags)
premium appearance
requires reinforced stitching on non woven base

Reinforcement Materials
| Component | Material Option | Engineering Purpose |
|---|---|---|
| Handle patch | Non woven or woven PP | load distribution |
| Bottom board | Cardboard / PP board | stiffness & shape |
| Piping | PP strip / fabric | edge stability |
| Back tape | Non woven tape | strengthens handle stitch area |
Edge Finishing & Piping Techniques
Piping requires:
- precise alignment
- heat sealing (optional)
- correct seam allowance
- uniform tension
Szoneier uses piping guide attachments to maintain straight, clean lines.


Ultrasonic Welding Specifications
Welding quality depends on:
- horn frequency
- pressure
- fabric density
- temperature control
Szoneier performs:
- weld strength tests
- visual inspection of welding lines
- peel resistance tests
Non Woven Bag Printing Methods
Custom Logo Printing for Retail and Promotional Bags
Printing plays an important role in non woven bag production. Many companies use reusable bags not only for packaging but also as marketing tools. A well printed bag can carry brand logos and promotional messages while being reused multiple times.
Szoneier supports several printing technologies depending on logo complexity, order quantity, and fabric structure. Our production partners provide stable printing quality for both simple and multi-color designs.
The most commonly used printing methods include screen printing, heat transfer printing, and lamination printing.
Screen Printing
Screen printing is the most widely used method for non woven bag logos. It is suitable for simple designs and large quantity production.
Typical characteristics include:
- strong color coverage
- durable ink adhesion
- economical for large orders
Screen printing is often used for logos with 1–3 colors.
Typical printing area sizes include:
| Bag Size | Recommended Print Area |
|---|---|
| 30 × 35 cm bag | 18 × 18 cm |
| 35 × 40 cm bag | 22 × 22 cm |
| 40 × 45 cm bag | 25 × 25 cm |
Screen printing works well for promotional campaigns where logos need to be visible and consistent.


Heat Transfer Printing
Heat transfer printing is used when designs include:
- complex graphics
- gradient colors
- photographic images
The printing image is first produced on a transfer film and then applied to the fabric using heat and pressure.
Advantages include:
| Feature | Benefit |
|---|---|
| high image clarity | detailed graphics |
| multi-color support | unlimited color range |
| smooth finish | clean surface appearance |
This method is often used for promotional bags with detailed artwork.
Laminated Printing
Laminated printing is used for high-end non woven bags. In this method, the design is printed on a laminated film which is bonded to the non woven fabric.
Typical advantages include:
- bright and sharp colors
- water resistant surface
- smooth and glossy appearance
Laminated non woven bags are commonly used by:
- supermarkets
- retail chains
- fashion brands

Handle Types and Bag Structure Options
Handle structure plays an important role in bag durability and carrying comfort. Non woven bags can include different handle types depending on the bag design and intended use.
Szoneier produces non woven bags with several handle structures.
Short Handles
Short handles are commonly used for grocery and retail shopping bags.
Typical features include:
- simple structure
- strong stitching
- easy carrying by hand
Handle width typically ranges from 2.5 cm to 3.5 cm.
Common materials include:
| Material | Application |
|---|---|
| non woven fabric | standard shopping bags |
| polypropylene webbing | reinforced handles |
These handles are suitable for carrying loads of 5–8 kg.

Long Shoulder Handles
Long handles allow bags to be carried over the shoulder, which is convenient for daily shopping and commuting.
Typical features include:
- longer strap length
- reinforced stitching
- improved carrying comfort
Typical strap length ranges between 60 cm and 70 cm.
These handles are commonly used on tote-style non woven bags.
Die-Cut Handles
Die-cut handles are created by cutting handle openings directly into the fabric.
Typical advantages include:
- lightweight structure
- simple production process
- lower production cost
These bags are often used for:
- exhibition giveaways
- promotional campaigns
- product packaging bags
However, die-cut handles are usually designed for lighter loads.


Reinforced Handles
For bags that need to carry heavier items, reinforcement methods are used.
Common reinforcement techniques include:
- cross stitching
- handle patch reinforcement
- folded fabric layers
These reinforcement methods improve durability and reduce the risk of tearing.
Customization Options for Non Woven Bags
Flexible Bag Customization for Different Applications
Many companies customize non woven bags according to their brand identity, marketing campaigns, or retail packaging needs.
Szoneier provides a wide range of customization options that allow brands to create bags that match their design and functional requirements.
Customization can include bag dimensions, fabric weight, color selection, and printing design.
Custom Bag Dimensions
Non woven bags can be produced in different sizes depending on the intended use.
Typical size ranges include:
| Bag Size | Application |
|---|---|
| 25 × 30 cm | small promotional bags |
| 35 × 40 cm | retail shopping bags |
| 40 × 45 cm | grocery bags |
| 45 × 50 cm | large shopping bags |
Custom sizes can also be developed based on product packaging needs.


Color Options
Non woven fabrics are available in a wide range of colors. Selecting the right color helps brands align packaging with their brand identity.
Typical color options include:
- white
- black
- red
- blue
- green
Pantone color matching can also be arranged for large orders.
Structural Customization
Different structural elements can be added depending on the bag design.
Common structural options include:
- bottom gussets
- side panels
- zipper closures
- inner pockets
These structural options improve bag functionality and storage capacity.


Additional Branding Elements
Brand presentation is an important part of reusable bag design.
Additional branding options include:
- woven labels
- printed hang tags
- packaging labels
- barcode stickers
These elements help brands present their identity clearly while distributing reusable bags.
MOQ, Sampling and Production Timeline
Flexible Production for Different Order Sizes
Companies ordering non woven bags often have different production requirements depending on the purpose of the bags. Promotional campaigns may require large quantities, while product testing or small marketing campaigns may require smaller orders.
Szoneier supports flexible production quantities depending on bag type and customization requirements.
Typical production quantities include:
| Order Type | Quantity |
|---|---|
| product testing | 100 pcs |
| small promotional campaign | 500 pcs |
| retail distribution | 1,000–5,000 pcs |
| large marketing campaign | 10,000+ pcs |
These quantities allow brands and marketing companies to plan production according to their project needs.
Sampling Timeline
Before mass production begins, a sample bag is usually produced for approval.
Typical sample development timelines include:
| Sample Type | Lead Time |
|---|---|
| standard non woven bag | 5–7 days |
| complex printed bags | 7–10 days |
Samples help confirm:
- bag size
- material thickness
- printing quality
- handle strength
Once the sample is approved, the project moves into mass production.
Mass Production Timeline
After the sample is confirmed, production scheduling begins.
Typical production timelines include:
| Production Stage | Time |
|---|---|
| material preparation | 2–3 days |
| printing production | 3–5 days |
| bag assembly | 7–10 days |
| final inspection | 2–3 days |
Total production time usually ranges from 20–25 days, depending on order quantity and printing complexity.
Global Shipping Options
After production and inspection are completed, bags are prepared for shipment.
Szoneier supports several international shipping methods.
| Shipping Method | Delivery Time |
|---|---|
| express courier | 5–8 days |
| air freight | 7–12 days |
| sea freight | 20–35 days |
Shipping terms supported include EXW, FOB, DAP, and DDP, depending on customer requirements.
Quality Control for Non Woven Bags
Ensuring Consistent Product Quality
Reusable shopping bags are used repeatedly, which means durability and construction quality are important factors. Poor stitching, weak handles, or incorrect printing can quickly affect product usability.
Szoneier applies multiple inspection stages during production to ensure that non woven bags meet quality requirements.
Raw Material Inspection
The first inspection stage occurs when raw materials arrive at the factory.
Materials are checked for:
- fabric weight consistency
- color accuracy
- surface cleanliness
Materials that do not meet the required specifications are rejected before entering production.
Printing Quality Inspection
Printing quality is checked during the printing stage.
Inspection focuses on:
- logo clarity
- color accuracy
- alignment of printed graphics
Printing defects such as smudging or uneven ink coverage are corrected before production continues.
Final Product Inspection
Before shipment, finished bags are inspected to verify overall quality.
Typical final inspection checks include:
- visual inspection
- handle strength check
- printing inspection
- packaging verification
For many projects, Szoneier conducts 100% inspection before shipment to ensure that all products meet the agreed specifications.
Production Line Inspection
During bag assembly, quality inspectors check products on the production line.
Typical inspection items include:
| Inspection Item | Purpose |
|---|---|
| stitching quality | verify seam durability |
| handle attachment | confirm strength |
| bag dimensions | ensure size accuracy |
| gusset alignment | check structure |
These inspections help identify potential problems early in the production process.

Non Woven Bag Project Case Studies
Over the past 18 years, Szoneier has produced reusable bags for many retail brands, promotional companies, and event organizers. These bags are used for shopping, packaging, exhibitions, and marketing campaigns.
Below are three examples of non woven bag projects developed by our production team.
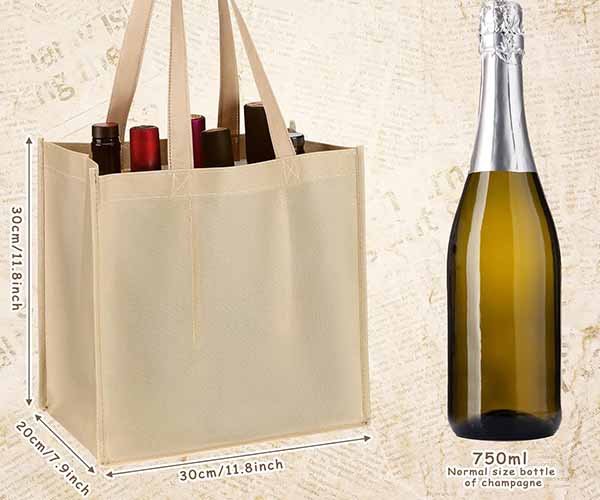
Supermarket Reusable Shopping Bag
A regional supermarket chain required reusable shopping bags to replace disposable plastic bags in several retail stores. The goal was to provide customers with a durable and affordable reusable bag that could carry groceries safely.
The bag design included:
- box-style structure
- reinforced handles
- large storage capacity
Production specifications included:
| Specification | Details |
|---|---|
| bag size | 40 × 45 × 10 cm |
| fabric weight | 100 GSM non woven fabric |
| handle type | sewn reinforced handles |
| printing method | screen printing |
The bags were designed to carry loads of approximately 10–12 kg, suitable for grocery shopping.
After sample approval, the project moved to mass production and was delivered for retail distribution.


Promotional Exhibition Bags
An international promotional company required custom non woven bags for a large trade exhibition. These bags were intended to distribute brochures and product samples during the event.
Key design requirements included:
- lightweight bag structure
- large printable surface
- simple and economical production
Production specifications included:
| Specification | Details |
|---|---|
| bag size | 35 × 40 cm |
| fabric weight | 80 GSM |
| handle type | die-cut handles |
| printing method | screen printing |
Because the order quantity was large, the production process was optimized to ensure efficient manufacturing.
The bags were delivered within the planned schedule and used during the exhibition event.
Retail Promotional Tote Bag
A retail brand required reusable tote bags for promotional campaigns and in-store packaging.
The bag needed to reflect the brand identity while remaining durable enough for repeated use.
Key product features included:
- laminated non woven fabric
- reinforced shoulder handles
- full color printed design
Production specifications included:
| Specification | Details |
|---|---|
| bag size | 38 × 42 × 10 cm |
| fabric weight | laminated 100 GSM |
| handle type | long shoulder straps |
| printing method | laminated printing |
The laminated surface allowed high-quality printing and improved water resistance.
These bags were used for both retail packaging and promotional distribution.

Ready To Elevate Your business Line?
Begin your journey with Szoneier bag now. We can assist in wholesaling or customizing Luggage and bags at the most competitive prices to enhance your brand.
Frequently Asked Questions About Non Woven Bag Production
Below are some common questions companies ask when developing custom non woven bags.
What is the minimum order quantity for non woven bags?
The minimum order quantity typically starts from 100 pieces, depending on the bag design and printing requirements.
For simple promotional bags, larger quantities are often more cost efficient.
How long does it take to produce a sample?
Sample production usually requires 5–7 days for standard non woven bags.
For bags with complex printing or special structures, sample development may require 7–10 days.
How long does mass production take?
Mass production usually requires 20–25 days, depending on order quantity and printing complexity.
Production scheduling is confirmed before manufacturing begins.
What fabric weight is best for reusable shopping bags?
Fabric weight depends on the intended use of the bag.
Common options include:
Fabric Weight | Use |
|---|---|
70 GSM | lightweight promotional bags |
80 GSM | retail shopping bags |
100 GSM | reusable grocery bags |
120 GSM | heavy-duty bags |
For grocery shopping bags, 100 GSM is commonly used.
What printing methods are available?
Several printing methods can be used depending on the design.
Common options include:
screen printing
heat transfer printing
laminated printing
Screen printing is the most common method for simple logos.
Can non woven bags be fully customized?
Yes. Non woven bags can be customized in several ways including:
bag size
fabric weight
bag color
printing design
handle type
These customization options allow companies to develop bags that match their brand identity.
Are non woven bags environmentally friendly?
Non woven bags are designed to be reusable, which helps reduce the use of disposable plastic bags.
Because they can be reused multiple times, they are widely used as a more sustainable packaging option.
What handle types are available?
Common handle types include:
short carry handles
long shoulder straps
die-cut handles
Handle structure is selected based on the bag design and load requirements.
What shipping methods are available?
Szoneier supports several international shipping methods.
Shipping Method | Delivery Time |
|---|---|
express courier | 5–8 days |
air freight | 7–12 days |
sea freight | 20–35 days |
Shipping terms include EXW, FOB, DAP, and DDP.
How is product quality inspected?
Quality inspection includes several stages:
raw material inspection
printing inspection
production line inspection
final product inspection
For many orders, 100% inspection is conducted before shipment.
Start Your Non Woven Bag Project with Szoneier
If you are planning to develop reusable shopping bags or promotional non woven bags, working with an experienced manufacturer can help ensure smooth product development and reliable production.
Information Needed for Quotation
To prepare a quotation for non woven bag production, the following information is helpful:
- bag size
- fabric weight
- printing design
- handle type
- order quantity
Providing these details allows our production team to estimate material usage and production costs more accurately.
If you are planning a reusable bag project or looking for a manufacturing partner for non woven bags, our team will be happy to assist.
Our team will review your project requirements and provide product development suggestions and production quotations.
Exclusive Offer for You
As a first-time buyer, you’ll receive a Free bags Color Card to help you select the right material and shade. Once confirmed, we’ll also provide a Free Sample made by our factory—no extra cost.
For our regular partners, we send New Color Charts multiple times a year—completely free—to support your latest collections.