 Skip to content
Skip to content 
Insulated Outdoor Bag Manufacturer — Engineering Thermal Performance for Outdoor Brands
Insulated outdoor bag manufacturing is not simply a variation of standard bag production—it is a functional product engineering process that combines materials science, structural design, and real-use thermal performance testing. Brands often discover this difference only after facing issues such as poor cooling duration, seam leakage, excessive condensation, or high return rates once products reach the market.
Szoneier is a professional OEM/ODM insulated outdoor bag manufacturer based in Guangdong, China, with over 18 years of experience in bag design, sampling, and mass production. Our factory supports the development of cooler bags, insulated backpacks, soft coolers, food delivery bags, and thermal outdoor storage solutions for global brands and eCommerce sellers.
Each year, Szoneier develops 300+ new bag samples, including a significant portion of insulated and functional outdoor products. With an in-house sampling team, material sourcing network, and structured quality control system, we help brands turn thermal performance requirements into manufacturable, repeatable products—starting from low MOQ and scaling with confidence.
Why brands work with Szoneier for insulated outdoor bags
- 18+ years of bag manufacturing and OEM/ODM experience
- 300+ new samples developed annually, including insulated structures
- Support for low MOQ pilot runs and scalable production
- Multi-material capability: fabric, PU, EVA, insulation foams, thermal linings
- Structured QC and functional testing for thermal products
Who Needs Insulated Outdoor Bag Manufacturing & Typical Use Scenarios
Insulated outdoor bags serve multiple industries, each with different performance expectations. Understanding who uses these products—and how they are used—is the foundation of correct insulation design and construction.
Typical products
- Soft cooler bags
- Insulated backpacks
- Camping food storage bags
Performance requirements
- Stable thermal retention over several hours
- Lightweight but abrasion-resistant materials
- Easy cleaning after outdoor use
Szoneier experience Szoneier regularly works with outdoor brands to adjust insulation thickness (typically 5–10 mm) and outer fabric selection based on hiking, camping, or car-based use scenarios.
Common applications
- Bait storage
- Ice retention for catch
- Cold pack transportation
Key challenges
- Seam leakage
- Odor retention
- Interior liner durability
Manufacturing focus Szoneier emphasizes liner material selection, seam reinforcement, and waterproof construction to handle wet and odor-prone environments.
Use cases
- Beverage cooling
- Event catering
- Promotional cooler programs
Typical pain points
- Cooling time shorter than expected
- Zipper failure under load
- Condensation leakage
Szoneier solution Thermal structures are designed based on actual insulation behavior, not theoretical thickness alone.
What matters most
- Consistent cooling performance
- Reduced customer complaints
- Packaging suitable for long-distance shipping
Szoneier advantage Even for low MOQ insulated bag orders (as low as 200 pcs), Szoneier applies structured QC and functional checks to reduce post-sale risk.
Typical requirements
- Branded insulated bags
- Short campaign timelines
- Controlled unit cost
Manufacturing strategy Simplified insulation structures combined with strong visual branding ensure cost efficiency without compromising basic thermal function.

Why Insulated Outdoor Bag Manufacturing Is Technically Challenging
Insulated outdoor bags are functional systems, not standard soft goods. Thermal performance, moisture control, structure durability, and manufacturability must be engineered together—making production significantly more complex than ordinary bags.
Thermal Performance Depends on Structure, Not Just Materials
Why this is challenging
Many buyers assume that thicker insulation automatically means better cooling. In real production, thermal performance depends on how insulation is integrated into the bag structure, not just insulation thickness.
Common industry mistakes
- Adding thicker foam without controlling compression
- Ignoring thermal leakage at seams and zipper zones
Engineering reality Thermal retention is determined by:
- Insulation density consistency
- Layer continuity across panels
- Minimization of thermal bridges
Szoneier experience Across 80+ insulated bag structures developed, Szoneier has found that insulation thicker than 8–10 mm often provides diminishing returns when compression and seam leakage are not properly controlled.
Insulation Compression During Sewing & Packing Reduces Performance
Why this is challenging
Insulation materials such as PE and EPE foam are highly sensitive to compression. Once compressed beyond recovery limits, insulation efficiency permanently drops.
Where compression occurs
- During sewing under machine foot pressure
- At folded edges and corners
- During carton packing and shipping
Industry oversight Most factories do not evaluate compression recovery.
Szoneier control Sampling includes compression recovery checks to ensure insulation maintains thickness after sewing and packing.
Seam Leakage Is a Structural Problem, Not a Sewing Error
Why this is challenging
In insulated outdoor bags, seams are both:
- Structural connections
- Potential thermal and moisture leakage paths
High-risk zones
- Zipper seams
- Bottom panel joints
- Corner transitions
Common failure Factories focus on stitch strength but ignore liner sealing continuity.
Szoneier approach Seam logic is designed together with liner material choice and reinforcement strategy to reduce leakage risk in real outdoor use.
Condensation Management Requires Material & Design Coordination
Why this is challenging
Temperature differentials between the inside and outside of the bag inevitably create condensation.
Without proper control
- Water accumulates inside the liner
- Odors develop
- Mold risk increases
Typical mistake Using non-wipeable linings or poor seam sealing.
Szoneier solution Material selection prioritizes wipe-clean liners (PEVA / TPU) and controlled seam structures to manage condensation effectively.
Durability Must Withstand Outdoor Abuse, Not Just Lab Testing
Why this is challenging
Insulated outdoor bags experience:
- Repeated loading and unloading
- Abrasion against rocks, sand, and vehicles
- Frequent zipper cycles
Common failure Insulation shifts or deforms after repeated use, reducing performance.
Szoneier data Over 70% of early-stage insulated bag complaints industry-wide relate to zipper seams and bottom panels—areas Szoneier reinforces at the design stage.
Manufacturing Consistency Is Harder at Low & Medium Volumes
Why this is challenging
Unlike mass production, many insulated outdoor bag projects begin with:
- 200–500 pcs pilot runs
- High manual involvement
- Limited margin for error
Key difficulty Small variations have large impact.
Szoneier discipline Even for low MOQ orders, Szoneier applies:
- Higher in-process QC frequency
- Locked BOM and structure specs
- Physical reference sample comparison
This ensures thermal and structural consistency across small batches.
Key Factors When Choosing an Insulated Outdoor Bag Manufacturer
Selecting the right insulated outdoor bag manufacturer requires evaluating engineering capability, material control, QC discipline, and low-volume consistency—far beyond simple price comparison or factory size.
Insulation Engineering Expertise
Why this factor matters
Any factory can purchase insulation foam. Very few can engineer insulation performance into a finished bag.
Industry misconception “Thicker insulation = better cooling.”
Reality Thermal performance depends on:
- Insulation density consistency
- Layer continuity
- Seam and zipper thermal leakage control
Szoneier evidence
- Developed 80+ insulated bag structures across cooler bags and insulated backpacks
- Typical optimized insulation range: 6–8 mm, depending on use case
Multi-Layer Material Integration Capability
Why this factor matters
Insulated outdoor bags consist of three interdependent layers:
- Outer shell
- Insulation layer
- Inner liner
If these are sourced or assembled independently, failures are likely.
Common industry failure Delamination, liner tearing, or insulation shifting.
Szoneier practice
- Materials are tested as a system during sampling, not individually
- Layer compatibility is validated before production begins
Low MOQ Manufacturing Discipline & Pilot Run Support
Why this factor matters
Most brands start insulated outdoor bags with 200–500 pcs pilot runs.
Key risk Some factories lower QC standards for small orders.
Szoneier capability
- Low MOQ support starting from 200 pcs per style
- Same QC structure applied to pilot and bulk orders
- Typical insulated bag sample lead time: 5–7 working days
Quality Control Depth for Functional Products
Why this factor matters
Insulated bags fail due to:
- Seam leakage
- Zipper failure
- Insulation deformation
These are functional failures, not cosmetic ones.
Industry gap Many factories only inspect appearance.
Szoneier standard
- Incoming inspection on insulation thickness
- In-process checks on seam and zipper zones
- Functional checks on finished units
Realistic Thermal Performance Verification
Why this factor matters
Over-promised cooling time leads to:
- Customer complaints
- Returns
- Brand credibility damage
Szoneier approach
- Cooling expectations set based on:
- Insulation thickness
- Bag volume
- Ice-to-content ratio
- Claims tied to tested structures, not marketing assumptions
Communication, Documentation & Repeatability
Why this factor matters
Insulated outdoor bags are rarely one-off products.
Professional indicators
- Clear sampling documentation
- Locked BOM and specs
- Reference sample retention
Szoneier discipline
- Approved samples and specifications are archived
- Reorders follow the same structure and QC benchmarks
How OEM/ODM Insulated Outdoor Bag Manufacturing Works
A structured OEM/ODM process is critical for insulated outdoor bags, where thermal performance, leakage prevention, and durability must be validated before mass production.
Step 1
Usage Scenario & Thermal Requirement Definition
Key inputs
- Target use (camping, fishing, beverage cooling, delivery)
- Required cooling duration (e.g., 4–6 hours vs all-day use)
- Weight and portability limits
Szoneier experience Over 60% of insulated bag redesigns originate from unclear initial usage definitions. Szoneier helps brands clarify these requirements before design begins.
Step 2
Structure & Insulation Proposal
What is defined
- Insulation type (PE / EPE / composite)
- Thickness range (commonly 6–8 mm for outdoor bags)
- Liner type and seam logic
Szoneier advantage In-house sampling team translates thermal goals into manufacturable structures, avoiding over-complex designs.
Step 3
Prototype & Sampling
Sampling includes
- Full insulation layering
- Zipper and seam construction
- Basic functional testing
Lead time
- Insulated bag samples: 5–7 working days
- Complex structures: up to 10 days
Step 4
Material Lock & Cost Confirmation
At low MOQ, cost volatility is a risk.
Szoneier control
- Lock insulation foam, liner, zipper, and fabric sources
- Confirm BOM before production
- Prevent mid-production material substitution
Step 5
Pilot Production & In-Process QC
Production focus
- Seam reinforcement
- Zipper installation accuracy
- Insulation alignment
QC approach Higher inspection ratio than standard bags due to functional risk.
Step 6
Final Inspection & Packing
Final checks
- Visual consistency
- Seam integrity
- Zipper performance
- Cleanliness and packaging accuracy
Types of Insulated Outdoor Bags We Manufacture
Different outdoor use scenarios demand different insulation structures, materials, and construction logic. Szoneier manufactures a full range of insulated outdoor bags engineered for specific thermal, durability, and usability requirements.
1. Soft Cooler Bags
Typical capacity
- 10–30 liters
Common use scenarios
- Camping & picnics
- Beach outings
- Beverage cooling for short trips
Standard construction
- Outer shell: 600D polyester (most common at Szoneier)
- Insulation: 6–8 mm PE or EPE foam
- Inner liner: PEVA (wipe-clean)
Key engineering challenges
- Cooling time inconsistency
- Seam leakage near zipper
- Insulation compression at corners
Szoneier manufacturing focus
- Reinforced zipper seams
- Controlled insulation thickness at fold zones
- Balanced structure to prevent foam shifting
Szoneier data point: Soft cooler bags represent one of the largest categories among Szoneier’s insulated outdoor bag projects each year.


2. Insulated Backpacks
Typical use cases
- Outdoor hiking
- Beverage transport
- Food delivery with mobility
Why this type is challenging
- Weight distribution affects user comfort
- Insulation must not collapse under load
- Back panel breathability must be considered
Common structure
- Outer shell: 420D / 600D fabric
- Insulation: 5–8 mm, strategically placed
- Back panel: padded + breathable mesh
Szoneier design approach
- Insulation concentrated around storage cavity, not straps
- Reinforced shoulder strap anchor points
- Structural balance testing during sampling
3. Fishing & Ice Retention Bags
Typical use
- Ice storage
- Bait transport
- Fresh catch cooling
Primary requirements
- Leak resistance
- Odor control
- Easy interior cleaning
Common materials
- Outer shell: abrasion-resistant polyester
- Insulation: 8–10 mm
- Liner: TPU (preferred) or PEVA
Industry-wide failure points
- Bottom seam leakage
- Liner cracking after repeated flexing
Szoneier solution
- Reinforced base panels
- TPU liner for flexibility
- Extra seam reinforcement at bottom joints


4. Food Delivery & Thermal Transport Bags
Typical applications
- Restaurant delivery
- Catering transport
- Event food logistics
Key performance requirements
- Temperature stability over time
- High-frequency zipper use
- Easy wipe-clean interior
Structural features
- Box-style construction
- Reinforced zipper systems
- Rigid or semi-rigid panels
Szoneier experience These bags often require stronger zippers and tighter QC than recreational coolers due to intensive daily use.
5. Insulated Lunch Bags & Personal Coolers
Typical capacity
- 5–12 liters
Use scenarios
- Daily work lunches
- School and personal use
- Short trips
Material focus
- Lightweight outer fabrics
- 5–6 mm insulation
- Simple PEVA lining
Low MOQ advantage This category is especially suitable for:
- Amazon sellers
- Promotional programs
- Entry-level insulated products
Szoneier insight Lunch bags are often used as pilot products before brands scale into larger cooler formats.


6. Insulated Tote Bags
Use cases
- Grocery shopping
- Farmers’ markets
- Lifestyle retail brands
Key challenges
- Combining aesthetics with insulation
- Maintaining bag shape
Common construction
- Canvas or fabric outer
- 6–8 mm insulation
- Simple liner structure
Szoneier approach Designs emphasize visual branding + practical insulation, avoiding over-structuring that increases cost.
7. Promotional & Event Cooler Bags
Typical use
- Brand campaigns
- Corporate giveaways
- Seasonal promotions
Priority factors
- Visual branding
- Cost control
- Short usage lifecycle
Manufacturing strategy
- Simplified insulation structures
- Embroidery or woven label branding
- Efficient production scheduling
Szoneier advantage Strong experience balancing branding impact vs functional sufficiency.


8. Custom & Hybrid Insulated Outdoor Bags
Examples
- Cooler bag + dry bag hybrids
- Insulated gear storage
- Multi-function outdoor packs
Why this category matters Many brands need non-standard solutions.
Szoneier capability
- In-house sampling team
- Multi-material sourcing
- ODM structure development based on real use cases
These projects often start with 200–300 pcs pilot runs, then scale after validation.
| Bag Type | Typical Insulation | Key Risk | Szoneier Focus |
|---|---|---|---|
| Soft Cooler | 6–8 mm | Seam leakage | Reinforced seams |
| Backpack Cooler | 5–8 mm | Load balance | Structure optimization |
| Fishing Bag | 8–10 mm | Leakage & odor | TPU liner |
| Delivery Bag | 6–10 mm | Zipper wear | Heavy-duty zippers |
| Lunch Bag | 5–6 mm | Cost vs quality | Simplified structure |
| Tote Cooler | 6–8 mm | Shape retention | Balanced design |
| Promotional | 5–6 mm | Over-spec cost | Cost control |
| Custom ODM | Case-by-case | Complexity | Engineering review |
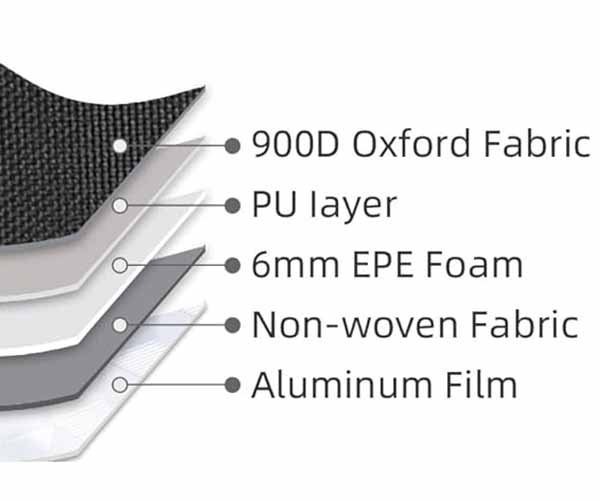
Materials & Insulation Construction for Outdoor Bags
Thermal performance in insulated outdoor bags is determined by material combination, insulation thickness, bonding method, and construction control. Each layer must work as a system, not as independent components.

Outer Shell Materials
The outer shell protects insulation integrity under outdoor conditions.
Common materials used by Szoneier
- 300D / 600D Polyester — lightweight, abrasion resistant
- 420D / 840D Nylon — higher tear strength for heavy-duty use
- PU-coated fabrics — enhanced water resistance
Real production data
- Over 65% of Szoneier insulated outdoor bags use 600D polyester as the outer layer due to its balance of cost, durability, and sewability.

Insulation Materials
Most-used insulation options
- PE foam — stable, cost-efficient
- EPE foam — better cushioning, slightly heavier
- Foil-laminated insulation — improves heat reflection
Typical insulation thickness
- Light outdoor use: 5–6 mm
- Standard cooler bags: 6–8 mm
- Long-duration cooling: 8–10 mm
Szoneier insight Insulation thicker than 10 mm often results in diminishing returns due to compression loss during sewing and packing.

Inner Liner Materials
Common liner materials
- PEVA lining — food-safe, wipe-clean
- TPU lining — flexible, cold-resistant, higher durability
Manufacturing focus
- Seam sealing consistency
- Resistance to cracking under low temperatures
Szoneier experience TPU liners are recommended for fishing and long-duration ice retention bags, where repeated flexing is expected.

Bonding & Layer Integration
Insulated bags fail when layers shift or delaminate.
Integration methods
- Adhesive bonding
- Heat lamination
- Controlled stitching with insulation channels
Szoneier control During sampling, each insulation structure is tested for:
- Layer shifting after sewing
- Compression recovery
- Seam stress behavior

Base & Corner Reinforcement
High-risk zones
- Bottom panel
- Corner seams
- Zipper ends
Standard reinforcements
- Double-layer fabric
- Extra foam density
- Reinforced stitch patterns
Over 70% of post-sale complaints industry-wide originate from these zones—Szoneier prioritizes them early in design.
Try Before You Order – Free Sample Program
We offer free custom samples for qualified clients. Whether you’re testing a new market or validating design quality, our samples help you move forward with confidence.
Customization & Branding for Insulated Outdoor Bags
Branding insulated outdoor bags requires more than visual design. Logo methods, placement, and color choices must be engineered carefully to avoid compromising insulation integrity, durability, and long-term outdoor performance.
1. Why Branding on Insulated Outdoor Bags Is More Complex
Why this is challenging
Unlike standard fabric bags, insulated outdoor bags contain:
- Insulation foam layers
- Liner sealing structures
- Stress-sensitive seams
Improper branding decisions can:
- Compress insulation
- Create thermal leakage points
- Weaken seam integrity
Common industry mistake Treating insulated bags like ordinary promotional bags.
Szoneier principle
Branding must follow structure, not override it.
2. Logo Methods Suitable for Insulated Outdoor Bags
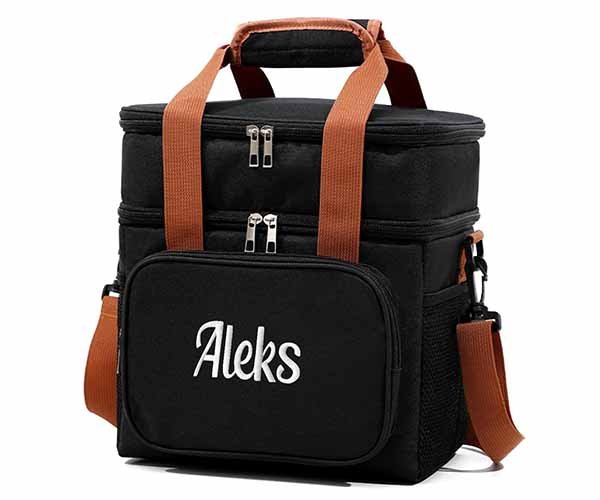
Embroidery
Best placement
- Outer shell panels
- Non-insulated zones
- Front or side panels
Advantages
- Excellent abrasion resistance
- Long-term outdoor durability
- Strong perceived quality
Risks
- Stitch penetration through insulation
- Foam compression under dense embroidery
Szoneier control Embroidery is limited to outer shell layers only, avoiding direct penetration into insulation zones.

Woven Labels
Typical applications
- Side seams
- Front panel stitching lines
- Interior brand identity
Why it works well
- No impact on insulation
- Minimal setup cost
- Consistent placement
Szoneier data Woven labels account for a significant share of branding solutions used on insulated outdoor bags produced by Szoneier.

Rubber / TPU Patches
Why brands choose this
- Water resistance
- Modern outdoor aesthetic
- Good visibility
Low MOQ considerations
- Patch mold cost
- Bonding durability
Szoneier recommendation TPU patches are suitable after pilot runs, once structure stability is confirmed.

Screen Printing
Challenges
- Ink cracking under temperature changes
- Reduced durability with abrasion
Szoneier guidance Printing is recommended only on flat, non-insulated panels and after rub testing.
3. Logo Placement Engineering
High-risk placement zones
- Zipper seams
- Fold lines
- Corner panels
Professional placement rules
- Maintain distance from seam stress points
- Avoid insulation compression zones
- Define placement using measurements (mm), not visual alignment
Szoneier standard Logo placement is finalized on physical samples, not drawings alone.

4. Color Strategy for Insulated Outdoor Bags
Why color decisions matter Outdoor bags experience:
- UV exposure
- Moisture
- Abrasion
Common issues
- Fading
- Mismatched components
- Inconsistent reorders
Szoneier color control
- Limit primary body colors
- Match zipper tape and thread to shell
- Approve physical color swatches
5. Functional Customization Beyond Branding
Insulated outdoor bags often require functional branding elements.
Common functional customizations
- Bottle openers
- External mesh pockets
- Compression straps
- Drain holes (fishing bags)
Engineering rule Functional add-ons must not:
- Puncture insulation layers
- Interfere with liner sealing
Szoneier approach All functional features are reviewed for thermal and structural impact before approval.


6. Branding Durability Testing for Outdoor Use
Why testing is necessary Outdoor conditions accelerate wear.
Common tests
- Abrasion rub test
- Adhesion test (patches, prints)
- Fold endurance test
Szoneier practice Branding elements are tested together with insulation structures, not in isolation.
7. Customization Scope Control at Low & Medium MOQ
Common mistake Trying to apply:
- Multiple logo methods
- Complex color schemes
- Excessive add-ons
Professional sequencing
- Validate structure + basic branding
- Launch pilot batch
- Expand branding complexity in later runs
This staged approach reduces risk and cost.

| Branding Method | Thermal Risk | Durability | MOQ Friendliness | Recommended Stage |
|---|---|---|---|---|
| Embroidery | Low | High | High | First batch |
| Woven Label | Very Low | High | Very High | First batch |
| TPU Patch | Medium | High | Medium | Second batch |
| Printing | Medium–High | Medium | High | Case-by-case |
| Metal Logo | High | High | Low | Later stage |
Quality Control & Functional Testing for Insulated Outdoor Bags
Insulated outdoor bags require functional QC beyond appearance inspection. Thermal retention, seam integrity, and zipper durability must be verified before shipment.
01
Incoming Material Inspection (IQC)
What is checked
- Insulation thickness tolerance
- Foam density consistency
- Liner flexibility and cleanliness
Rejected materials are isolated before production begins.
02
In-Process Quality Control (IPQC)
Critical checkpoints
- Insulation alignment
- Seam reinforcement accuracy
- Zipper installation
Szoneier applies higher IPQC frequency to insulated products than to standard bags.
03
Functional Performance Testing
Typical tests
- Zipper cycling (open/close)
- Seam pull test
- Basic ice retention simulation
- Condensation observation
These tests reflect real consumer usage, not lab-only conditions.
04
Final Inspection & Packing Control
Final checks
- Visual consistency
- Odor inspection
- Clean liner surfaces
- Correct packaging
Packing compression is controlled to prevent insulation deformation.
How to Choose an Insulated Outdoor Bag Manufacturer
Before selecting an insulated outdoor bag manufacturer, brands should evaluate technical capability, insulation knowledge, QC discipline, and real-world production experience—not just pricing or factory size.
1. Insulation Knowledge & Engineering Ability
Ask the manufacturer
- What insulation materials do you commonly use (PE, EPE, foil composites)?
- What thickness ranges do you recommend for different use cases?
- How do you prevent insulation compression during sewing and packing?
Szoneier benchmark
- Typical insulation range: 5–10 mm, adjusted by usage scenario
- Sampling includes compression recovery checks, not just appearance approval
2. Material Integration Experience
Key evaluation points
- Can the factory manage outer shell, insulation, and liner as one system?
- Are materials tested together before production?
Szoneier practice
- All insulated bag projects go through multi-layer compatibility checks during sampling
- Material substitutions are locked before production via BOM confirmation
3. Low MOQ & Pilot Run Capability
Important questions
- What is the minimum order quantity for insulated outdoor bags?
- Are QC standards reduced for small batches?
Szoneier data
- Low MOQ support from 200 pcs per style
- Same QC checkpoints applied to pilot runs and bulk orders
4. Quality Control & Functional Testing
Must-have QC processes
- In-process seam inspection
- Zipper performance testing
- Leak and condensation risk checks
Szoneier standard
- Insulated bags receive higher inspection ratios than standard fabric bags
- Functional tests are performed on finished units, not only samples
5. Timeline, Communication & Documentation
Professional indicators
- Clear sampling timeline
- Written QC standards
- Reference sample retention
Szoneier delivery
- Sampling lead time: 5–7 working days for most insulated designs
- Approved samples and specs archived for repeat orders

Case Studies — Insulated Outdoor Bag OEM Projects
These insulated outdoor bag OEM projects illustrate how material choices, insulation structures, and manufacturing discipline directly impact thermal performance, durability, and market success in real outdoor conditions.
Case Study 1 — North American Outdoor Brand (Soft Cooler for Camping & Beach)
Client profile
- Region: North America
- Brand stage: Established outdoor lifestyle brand
- Sales channels: DTC + retail
Project scope
- Product type: Soft cooler bag
- Order volume: 300 pcs pilot run
- Target usage: 4–6 hours cooling in outdoor leisure scenarios
Initial challenges
- Previous supplier used 6 mm insulation but failed to achieve stable cooling
- Frequent seam leakage reported during beach use
- Insulation deformation after shipping
Szoneier engineering response
- Increased insulation thickness to 8 mm PE foam with higher density
- Redesigned corner seam structure to reduce thermal bridges
- Adjusted packing method to prevent insulation compression
Outcome
- Measured improvement in cooling stability
- No seam leakage reported during pilot use
- Brand proceeded with reorder at increased volume
Key insight
Insulation thickness alone is meaningless without structural continuity.


Case Study 2 — European Fishing Equipment Brand (Leak-Resistant Ice Retention Bag)
Client profile
- Region: Europe
- Market focus: Fishing & marine gear
Project scope
- Product: Ice retention bag for bait and fresh catch
- MOQ: 200 pcs
- Operating environment: Wet, odor-prone, repetitive use
Technical challenges
- Water leakage at base seams
- Liner cracking after repeated flexing
- Strong odor retention after use
Szoneier solution
- Upgraded inner liner to TPU for higher flexibility
- Added reinforced base panel with sealed seams
- Simplified internal structure to improve cleanability
Result
- Significant reduction in leakage complaints
- Improved hygiene performance
- Product passed extended field testing
Key insight
Material flexibility matters more than thickness in wet environments.
Case Study 3 — US Amazon Seller (Insulated Backpack for Beverage Transport)
Client profile
- Region: United States
- Sales channel: Amazon FBA
Project scope
- Product: Insulated backpack
- MOQ: 500 pcs
- Target user: Event and party use
Problems faced previously
- Zipper failures after frequent open/close cycles
- Poor weight balance caused user discomfort
- Inconsistent insulation placement
Szoneier corrective actions
- Upgraded to heavy-duty zipper system tested for repeated cycling
- Redistributed insulation to core storage cavity
- Reinforced shoulder strap anchor points
Outcome
- Reduced return rate
- Improved customer reviews
- Stable performance under high-frequency use
Key insight
User comfort and thermal performance must be engineered together.


Case Study 4 — APAC Promotional Program (Branded Cooler Bags)
Client profile
- Region: Asia-Pacific
- Use case: Seasonal promotional campaign
Project scope
- Product: Branded cooler bag
- Quantity: 1,000 pcs
- Timeline: Fixed marketing launch window
Project constraints
- Tight production schedule
- Strict unit cost limit
- High visual branding requirement
Szoneier strategy
- Simplified insulation structure to control cost
- Selected embroidery for durable branding
- Parallel production and QC scheduling
Result
- On-time delivery
- Consistent branding quality
- Campaign executed without delays
Key insight
For promotional projects, stability and timing matter more than peak performance.
Case Study 5 — Middle East Food Delivery Startup (Thermal Transport Bag)
Client profile
- Region: Middle East
- Industry: Food delivery & logistics
Project scope
- Product: Thermal delivery bag
- MOQ: 400 pcs
- Usage: High-frequency daily operation
Key challenges
- Zipper wear under intensive use
- Heat loss during repeated opening
- Cleaning difficulty
Szoneier solution
- Reinforced zipper installation and seam structure
- Optimized insulation placement for door-style access
- Selected wipe-clean liner material
Outcome
- Improved operational durability
- Reduced maintenance complaints
- Client scaled to larger orders
Key insight
Operational bags must be designed for abuse, not ideal conditions.


Case Study 6 — Custom ODM Project (Hybrid Insulated Gear Storage)
Client profile
- Region: North America
- Brand type: Outdoor gear innovator
Project scope
- Product: Hybrid insulated gear storage bag
- MOQ: 250 pcs pilot
Project complexity
- Non-standard dimensions
- Mixed materials
- Dual-function storage
Szoneier role
- ODM structure design
- Multi-material sourcing coordination
- Pilot run risk assessment
Result
- Successful pilot validation
- Clear optimization path for scale-up
Key insight
ODM projects require engineering feasibility before visual refinement.
| Case Type | MOQ | Core Challenge | Szoneier Focus |
|---|---|---|---|
| Camping Soft Cooler | 300 | Cooling stability | Insulation continuity |
| Fishing Ice Bag | 200 | Leakage & odor | TPU liner |
| Backpack Cooler | 500 | Comfort & durability | Structure balance |
| Promo Cooler | 1,000 | Cost & timing | Simplified design |
| Delivery Bag | 400 | Intensive use | Reinforced seams |
| ODM Hybrid | 250 | Complexity | Engineering review |
FAQ — Insulated Outdoor Bag Manufacturing
These FAQs address the most common technical, commercial, and production questions brands ask when developing insulated outdoor bags with OEM/ODM manufacturers.
Q1. What is the minimum order quantity for insulated outdoor bags? A: At Szoneier, low MOQ insulated outdoor bag production typically starts from 200 pcs per style, depending on structure complexity and material selection.
Q2. How long does insulated bag sampling take? A: Most insulated outdoor bag samples are completed within 5–7 working days. More complex structures may take up to 10 days.
Q3. How long can insulated bags keep items cold? A: Cooling duration depends on insulation thickness, bag volume, and ice ratio. We recommend realistic performance targets based on tested structures.
Q4. Do you test thermal performance? A: Yes. Basic thermal simulation, seam integrity, and functional performance checks are conducted during sampling and production.
Q5. Can you support custom branding? A: Yes. Embroidery, woven labels, and patches are commonly used for insulated outdoor bags due to durability.
Q6. Are insulated bags waterproof? A: Many designs are leak-resistant. Full waterproofing depends on liner material, seam construction, and zipper choice.
Q7. Can you help optimize designs for cost? A: Yes. Our team often simplifies insulation or structure to balance cost and performance.
Q8. Do you support repeat orders? A: Yes. Approved samples, BOMs, and QC standards are archived for consistent reorders.

Ready To Elevate Your business Line?
Begin your journey with Szoneier bag now. We can assist in wholesaling or customizing Luggage and bags at the most competitive prices to enhance your brand.
Work with Szoneier
If you are planning to develop insulated outdoor bags for your brand, working with an experienced OEM/ODM manufacturer can significantly reduce risk, cost, and time-to-market.
How Szoneier Can Help You
- Translate usage scenarios into insulation structures
- Develop and test prototypes quickly
- Support low MOQ pilot runs
- Scale production with consistent quality
- Get a Quote
- Get Free Design Consultation
If you have any questions or need a quote, please leave us a message. Our experts will respond within 12 hours to assist you in selecting the ideal fashion products tailored to your needs.
Exclusive Offer for You
As a first-time buyer, you’ll receive a Free bags Color Card to help you select the right material and shade. Once confirmed, we’ll also provide a Free Sample made by our factory—no extra cost.
For our regular partners, we send New Color Charts multiple times a year—completely free—to support your latest collections.