 Skip to content
Skip to content 
Bag Manufacturer for Brands
If you’re building a bag line for your brand, the real challenge isn’t “finding a factory”—it’s finding a partner who can translate your concept into repeatable production specs: materials, construction, branding, tolerances, QC checkpoints, and scalable timelines. We work with brand teams that need low-risk sampling, practical cost control, and stable mass production—across fabric bags, leather goods, PU/TPU styles, EVA protective cases, and neoprene products.
Low MOQ for launches
typically 50–200 pcs per style to validate the market before scaling
Bulk production planning
many projects are scheduled around 15–25 days after approvals (complexity dependent).
Development capability
dedicated engineers + designers to support structure optimization and brand details.
Multi-category capacity
fabric bags + leather goods + webbing/trim support under one manufacturing system.
Practical collaboration
clear communication via structured updates (photos/videos/call check-ins) to reduce misunderstandings.
Who We Work With
Brands buy bags for different reasons: validating a new SKU, scaling a proven bestseller, or improving durability to reduce returns. Below is how we support each brand stage with the right mix of sampling speed, repeatability, and QC discipline.
- Startup & New Brands
What they worry about :
New brands often have a strong design idea but unclear production specs. The risk is overspending on details that don’t improve perceived value, or choosing the wrong material/structure that causes early complaints.

How we support them :
Spec-first development
we convert your concept into a “production-ready” checklist: size, capacity, pocket layout, strap length range, reinforcement points, zipper/hardware grade.
Cost-to-value optimization
we propose 2–3 material options (good/better/best) so you can hit a target retail price while keeping the “feel” premium. Example: changing lining weight, foam thickness, or reinforcement layout can save cost without hurting appearance.
Low-MOQ launch planning
if you need multiple colors, we help you prioritize the “launch colors” first (often 2–3 colors) instead of forcing 6–8 colors that inflate inventory risk.
- Growing Brands
What they worry about :
They already sell, so the key fear is inconsistency: “last batch was perfect, this batch color/zipper/shape changed slightly.” That inconsistency kills reviews and increases returns.

How we support them :
BOM locking
once sample is approved, we standardize the BOM (main fabric, lining, webbing, zipper, hardware) and define what can/can’t be substituted.
Repeatability controls
we define tolerances (for example: bag width/height ±0.5–1.0 cm depending on structure), and mark high-risk points like pocket alignment, logo placement distance, strap stitching density.
Scaling without drift
when you scale from 300 pcs to 3,000 pcs, we keep the same construction recipe—same reinforcement points, same stitch pattern, and the same inspection checkpoints.
- E-commerce Brands
What they worry about :
Online buyers judge fast. If zippers snag, straps twist, or the bag collapses in photos, you lose conversions. Also, packaging damage during shipping causes immediate negative feedback.

How we support them :
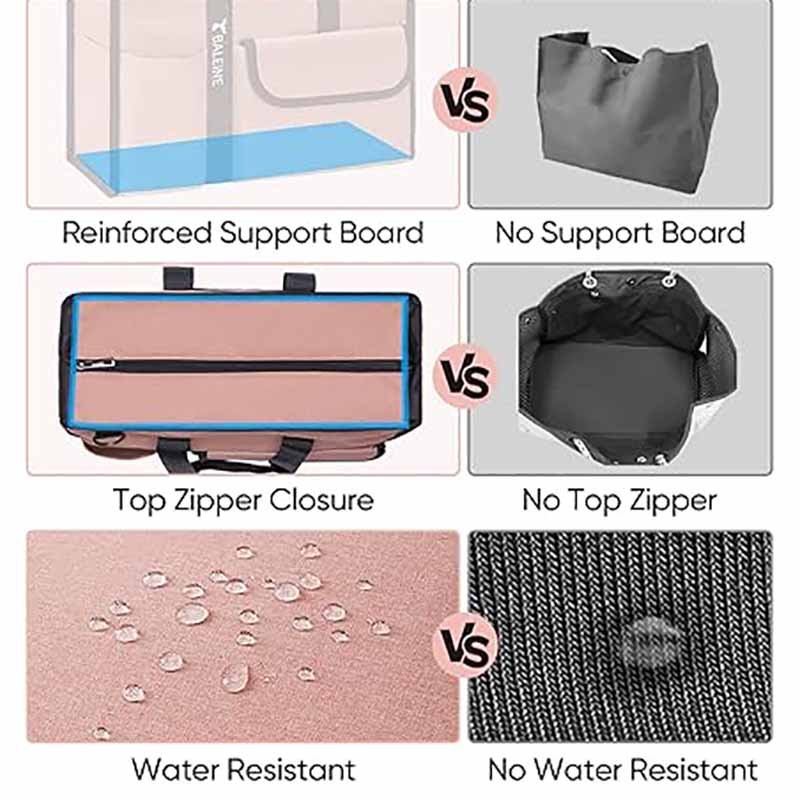
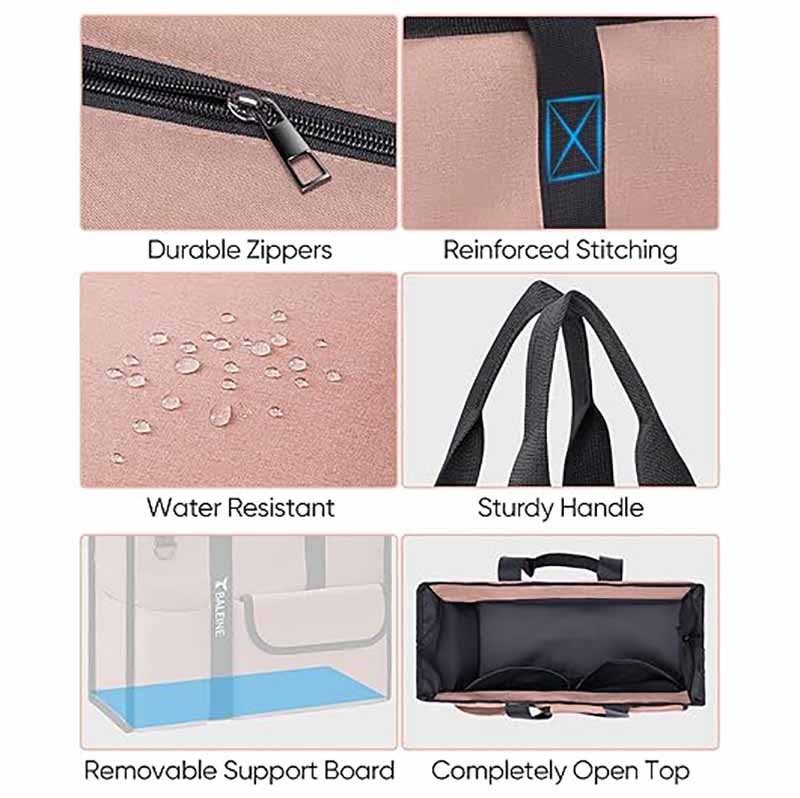
Conversion-friendly structure
we prioritize “photo-visible” features: structured opening, clean seams, consistent shape, easy-to-understand compartments, and stable bottom support.
Durability to reduce returns
we recommend reinforcement at stress points (strap root bartacks, bottom corners, zipper ends). For heavy bags, we often design load-bearing webbing routes instead of relying on fabric seams alone.
E-commerce packaging logic
we propose packaging that protects shape (simple inserts, fold methods, dust bag options) so the unboxing looks consistent and reduces shipping damage.
- Retail / Private Label Programs
What they worry about :
Retailers care about batch uniformity: label position, barcode/marking accuracy, carton consistency, and on-time delivery. Small details become “audit issues.”

How we support them :
Production documentation
we confirm labeling rules, logo placement guides, carton markings, and packing list formats early.
Batch consistency checks
we add mid-production checkpoints (not only final inspection) to ensure size and appearance consistency across cartons.
Project scheduling discipline
we align sample approval dates with production slots to reduce “rush errors.”
Why This Is a “Must-Solve” Problem for Brand Success
A bag is not just a product—it’s your brand’s daily “touchpoint.” If a strap breaks, a zipper fails, or color shifts between batches, the cost is not only refund money—it’s reputation, reviews, and lost repeat customers.
The “Sample Looks Great, Bulk Fails” Trap
What causes it :
Many factories treat sampling as a “showpiece,” then simplify construction in bulk to save time. This is where stitch density, reinforcement, and trimming quality quietly drop.
How we prevent it :
- We define critical-to-quality points before bulk: strap root reinforcement, zipper ends, bottom corners, lining attachment.
- We confirm repeatable materials and avoid last-minute substitutions.
- We align bulk construction to the approved sample—not “similar looking.”
Material Inconsistency = Color Drift + Texture Drift
What causes it :
Different dye lots, webbing suppliers, or coating thickness differences can create visible mismatch—especially when your brand has strict color identity.
Practical controls :
- Confirm color standard references (Pantone / physical swatch).
- Match main fabric + lining + webbing as a set, not separately.
- For coated materials, confirm coating thickness/handfeel expectations upfront.
Branding Details Are Easy to Get Wrong
Common failures :
- Print cracks after folding
- Embroidery looks “cheap” because stitch density is too low
- Embossed logo too shallow or misaligned
- Metal logo plate scratching the surface or falling off
Practical approach :
We recommend logo methods based on material and use case (for example: emboss on PU/leather, embroidery on fabric panels, durable print on flat surfaces) and confirm placement with measurable distances (e.g., logo top edge 35 mm from seam).
Returns & Reviews Kill Profits Faster Than You Think
Why it matters :
For e-commerce brands, a 2–5% increase in return rate can wipe out margin due to shipping, platform penalties, and lost ad efficiency.
What we focus on :
- Zipper/hardware reliability
- Strap strength and comfort
- Shape retention (especially for photo-facing products)
- Packaging protection to reduce damage claims
Timeline Slips Create “Missed Season” Losses
What causes it :
Sampling iterations are normal, but if no one controls timeline gates (approve material → approve sample → confirm BOM → schedule production), the project drifts.
A practical planning model :
- Sampling schedule: define milestones and approvals
- Bulk schedule: reserve capacity after approvals
- Buffer planning: prepare for 1–2 revision cycles for new designs
Key Factors That Determine Cost, Durability & Repeatability
A bag project succeeds or fails before sampling even starts. Material selection, construction logic, reinforcement strategy, MOQ planning, and QC definition determine whether your product can scale without quality drift or cost surprises.
- Material Selection
Why this matters
Many brands choose materials based only on appearance. In production, material behavior (abrasion, stiffness, coating adhesion) directly affects sewing difficulty, defect rate, and long-term durability.

How we evaluate materials in practice
- Fabric density & weave: For nylon/polyester bags, we typically work across 600D–1680D ranges. Higher denier increases abrasion resistance but also affects stiffness and cost.
- Coating & backing: PU, TPU, or PVC coatings change waterproof performance and handfeel. TPU is usually more flexible and cold-resistant than basic PU, but costs more.
- Leather / PU leather: For premium brands, we check thickness (often 0.8–1.6 mm), surface treatment, and edge-finishing requirements to avoid cracking or uneven paint.
- EVA / Neoprene components: Used for protection and structure. Thickness selection (3–8 mm common range) directly affects shape retention and shipping volume.
What brands often get wrong
- Choosing the thickest fabric “to be safe,” then struggling with sewing defects and inconsistent shape
- Ignoring lining weight, which causes sagging or poor interior appearance over time

- Construction & Reinforcement
Why this matters
Two bags using the same fabric can perform very differently depending on reinforcement logic. Most failures occur at stress points, not on flat panels.
Key construction decisions we define early
- Stitch density & thread type: Load-bearing seams need higher stitch density and thicker thread; decorative seams do not. Mixing them correctly avoids unnecessary cost.
- Stress-point reinforcement: Strap roots, handle anchors, zipper ends, and bottom corners usually need bartacks, box-X stitches, or internal webbing reinforcement.
- Edge finishing: Binding, piping, or turned seams affect both durability and appearance. For example, binding is durable but visible; turned seams look cleaner but require tighter tolerances.
- Internal structure: Foam sheets, PE boards, or EVA panels help bags keep shape—especially important for e-commerce photos and shelf presentation.
Typical mistake
Reinforcement is added “after sample feedback” instead of being engineered from the beginning—leading to inconsistent bulk production.
- MOQ & SKU Planning
Why this matters
MOQ is not just a factory number—it’s a planning decision that affects inventory risk, cash flow, and speed to market.

How we approach MOQ realistically
- Low-MOQ customization: For many projects, 50–200 pcs per style is feasible depending on material and logo method.
- Color strategy: We usually recommend launching with 2–3 core colors instead of 6–8 to reduce fabric waste and dead inventory.
- SKU simplification: Same body + different logo or colorway is often more efficient than changing structure across SKUs.
What brands often underestimate
- Every extra color = extra material minimum + extra QC complexity
- Over-fragmented SKUs slow production and increase defect risk

- Lead Time Reality — Sampling vs Bulk
Why this matters
Unclear timelines cause rushed decisions, which directly impact quality.

Typical planning logic
- Sampling phase: multiple iterations are normal for new designs
- Bulk production: often planned around 15–25 days after approvals, depending on structure complexity and season
- Critical path items: custom hardware, special coatings, and new molds usually drive the timeline
Our recommendation
Define “approval gates” clearly:
- Material confirmed
- Sample approved
- BOM locked
- Production scheduled
Our Engineering-Based OEM/ODM Solution for Brand Projects
We don’t treat bag manufacturing as “order taking.” Each project follows a structured OEM/ODM workflow designed to reduce risk, control cost, and ensure the bulk product matches the approved sample.
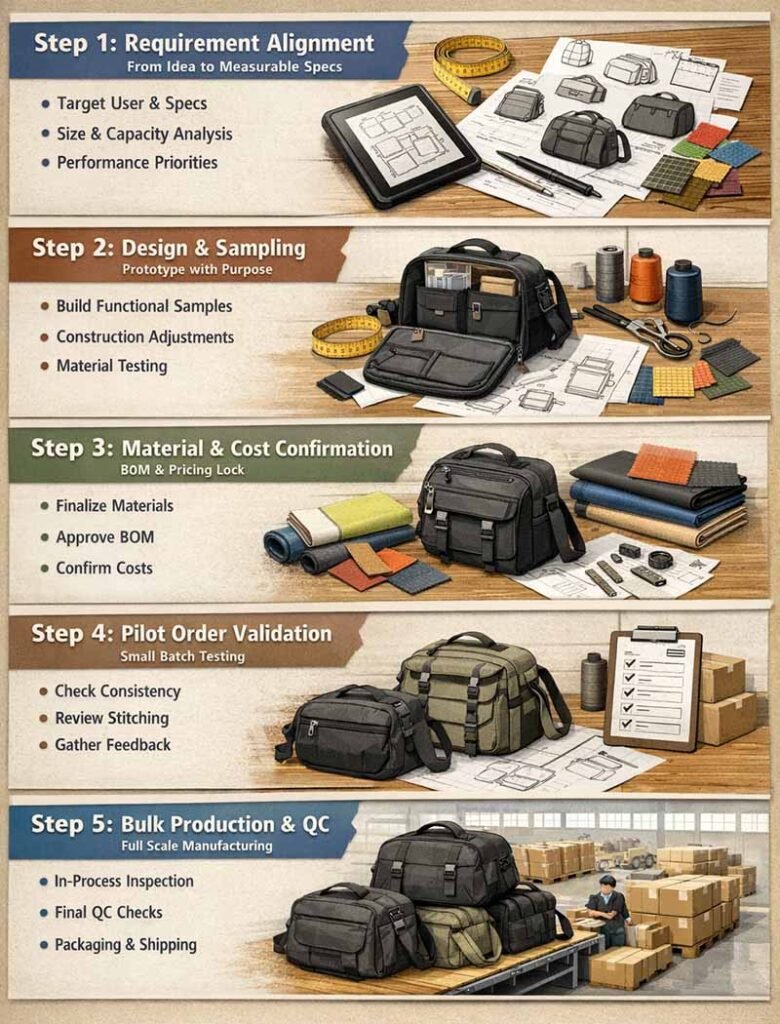
Step 1 — Requirement Alignment (From Idea to Measurable Specs)
What happens at this stage
- Clarify target user, use frequency, and load expectations
- Define size, capacity, pocket logic, and carry method
- Identify performance priorities (durability, waterproofing, structure, weight)
Why this step is critical Most production problems come from vague requirements. We translate ideas into measurable specs so later decisions stay consistent.
Step 2 — Design & Sampling (Prototype with Purpose)
What we do
- Develop from tech packs, sketches, or reference samples
- Recommend construction adjustments for durability and manufacturability
- Build functional samples—not just visual prototypes
What brands gain
- Early discovery of structural or comfort issues
- Opportunity to test materials and logo methods before committing to bulk
Step 3 — Material, BOM & Cost Confirmation
Key outputs
- Locked BOM (main fabric, lining, foam, webbing, zipper, hardware)
- Confirmed logo method and placement dimensions
- Transparent cost structure linked to material and labor decisions
Why BOM locking matters Without a locked BOM, future orders “drift” quietly—causing inconsistent quality.
Step 4 — Pilot Order / Small Batch Validation
Purpose
- Verify consistency across multiple units
- Test reinforcement, stitching stability, and packaging
- Collect user or internal feedback
When this is especially useful
- First-time suppliers
- New structures
- Multi-SKU launches
Step 5 — Bulk Production & Quality Control
What we manage
- Production scheduling and capacity planning
- In-process QC + final inspection
- Packaging and carton verification
Typical result Bulk production that matches the approved sample—visually and structurally.
Bag Types We Commonly Develop for Brands
Rather than listing every possible bag, we focus on categories that brands successfully scale. Use this overview to match bag type with brand positioning, material strategy, and structural complexity.

Tote Bags
Typical Brand Use:retail, lifestyle brands
Recommended Materials:canvas, nylon, PU
Key Engineering Focus:handle reinforcement, bottom structure

Backpacks
Typical Brand Use:commuting, travel
Recommended Materials:nylon/poly, PU
Key Engineering Focus:strap root strength, back panel comfort

Crossbody / Sling
Typical Brand Use:streetwear, daily carry
Recommended Materials:nylon, PU/TPU
Key Engineering Focus:strap root strength, back panel comfort

Duffel / Weekender
Typical Brand Use:travel, gym
Recommended Materials:600D-1680D fabrics
Key Engineering Focus:end-panel reinforcement, zipper grade

Laptop Bags
Typical Brand Use:work, tech brands
Recommended Materials:nylon, EVA padding
Key Engineering Focus:shock protection, compartment tolerance

Cosmetic Bags
Typical Brand Use:beauty brands
Recommended Materials:PU, nylon, leather
Key Engineering Focus:wipe-clean lining, opening structure

Cooler Bags
Typical Brand Use:outdoor, beverage
Recommended Materials:TPU liner, insulation foam
Key Engineering Focus:seam sealing,insulation thickness

Tool Bags
Typical Brand Use:industrial brands
Recommended Materials:heavy-duty polyester
Key Engineering Focus:load-bearing webbing paths

Waterproof Dry Bags
Typical Brand Use:water sports
Recommended Materials:TPU, PVC
Key Engineering Focus:welded seams, roll-top design Bags

Garment Bags
Typical Brand Use:fashion, bridal
Recommended Materials:polyester/nylon
Key Engineering Focus:hanger loop strength, gusset depth

Organizer Pouches
Typical Brand Use:accessories
Recommended Materials:nylon, neoprene
Key Engineering Focus:zipper durability, edge binding

Leather Small Goods
Typical Brand Use:premium gifting
Recommended Materials:genuine leather
Key Engineering Focus:edge paint, stitch uniformity
Materials & Construction Engineering for Brand-Grade Bags
Bag performance is determined by material specifications, structural design, and construction compatibility. This section explains how real material grades behave in daily use and how proper construction prevents deformation, failure, and quality inconsistency.
- Material Selection Is a System Decision, Not a Fabric Choice
Why this matters
Many brands choose materials based on appearance or feel. In manufacturing, materials must be evaluated as a system that includes:
- Load direction and weight range
- Folding frequency and stress zones
- Seam behavior and stitch tolerance
- Coating adhesion and abrasion resistance
- Long-term shape retention
Key engineering principle:A strong fabric used with the wrong structure still creates a weak bag.
Before recommending materials, we always clarify:
- Expected load (light daily carry vs heavy-duty use)
- Use frequency (daily / weekly / occasional)
- High-abrasion areas (bottom corners, strap roots, zipper ends)
- Water exposure (splash, rain, waterproof requirement)
- Desired silhouette (soft vs structured)
- Brand positioning (entry, mid-range, premium)
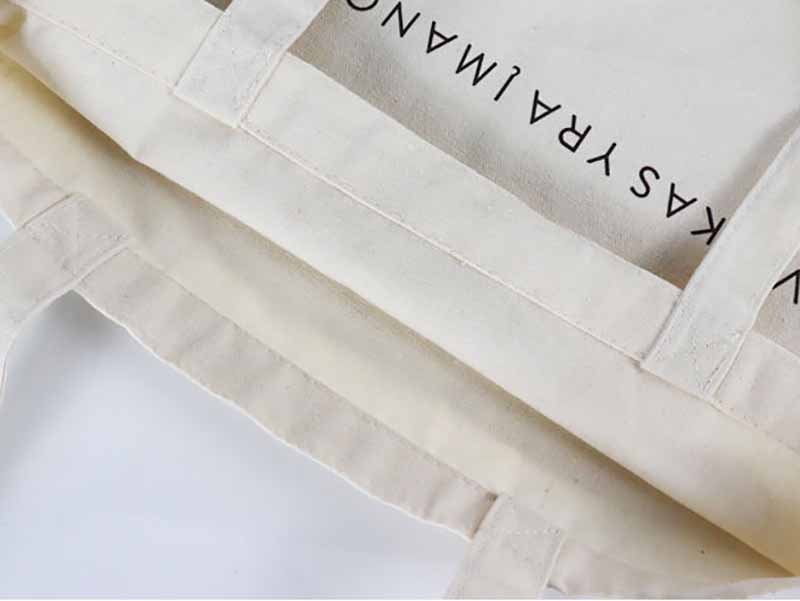
- Cotton & Cotton-Blend
Canvas is popular with lifestyle and retail brands due to its natural texture and premium perception. However, canvas is more prone to stretch, deformation, fraying, and shrinkage than synthetic fabrics, so specification is critical.

- Canvas Weight Guide (oz → GSM) for Bags
Canvas Grades for Bag Manufacturing
| Canvas Weight (oz) | Approx. GSM | Typical Bag Applications | Handfeel & Strength | Engineering Notes |
|---|---|---|---|---|
| 6–8 oz | ~200–270 GSM | dust bags, light promo totes | very soft, light | not suitable for load-bearing without reinforcement |
| 10 oz | ~340 GSM | basic totes, shopping bags | balanced | entry-level tote grade; handle reinforcement required |
| 12 oz | ~407 GSM | mid-range brand totes, casual backpacks | firm, stable | most common “brand tote” canvas |
| 14 oz | ~475 GSM | premium totes, structured carry | sturdy | better shape retention, heavier shipping weight |
| 16 oz | ~542 GSM | heavy-duty canvas bags | very strong | higher sewing stress; edge finishing critical |
| 18–24 oz | ~610–815 GSM | waxed/heavy canvas gear | extremely stiff | premium look, high cost, simplified panel design recommended |
Note: GSM values are approximate. Weave structure, yarn count, and finishing can cause variation.
- Canvas Construction Rules
Handle & Load-Path Engineering
Canvas bags rarely fail in the fabric panel first. Failure usually occurs at handle attachment points.
Best practice
- Integrate internal webbing reinforcement that runs from handle anchors into the bag body
- Use Box-X stitching + bartacks at handle roots
- Add backing patches (same canvas or reinforcement fabric) behind handle seams
This shifts load from fabric seams to webbing paths.

Bottom Structure & Shape Control
Canvas collapses under weight if no internal structure is used.
Recommended solutions
- PE board for flat structure
- Foam or EVA sheet for semi-structured premium totes
- Structured lining panels for e-commerce photo consistency
Edge Finishing & Anti-Fraying Control
Canvas edges fray easily.
Engineering options
- Binding tape (most durable)
- Turned-edge construction (cleaner look, higher labor)
- Controlled “raw edge” style with anti-fray stitching (only for intentional designs)

- Common Canvas Failure Modes
- Stretch & deformation under repeated load
- Edge fraying at openings and side seams
- Color fading / stain absorption, especially on light colors
- Shrinkage after washing (cotton-based fibers)
Brand implication: Canvas bags must include care guidance and be engineered for deformation control, not just appearance.
- Waxed Canvas — Premium Look with Clear Trade-offs
Advantages
- Enhanced water resistance
- Vintage / heritage aesthetic
- Improved abrasion resistance
Engineering risks
- Visible crease marks at folds
- Color variation (“aging” effect)
- Wax migration in high-heat environments
Best practice
- Reduce complex folding areas
- Avoid heavy embossing or printing on waxed surfaces
- Simplify panel construction
- Nylon & Polyester Fabrics
Nylon and polyester remain the most scalable materials for branded bags due to stable supply chains, consistent color matching, and predictable sewing behavior.

- Common Denier Grades & Practical Applications
| Fabric Grade | Typical Use | Handfeel | Engineering Focus |
|---|---|---|---|
| 210D–420D | packable bags, linings | light | reinforcement required at stress zones |
| 600D | commuter backpacks, totes | balanced | strap root bartacks, stitch density |
| 900D | outdoor duffels, stronger packs | tough | bottom corner & zipper-end reinforcement |
| 1000D–1200D | work bags, tool bags | very strong | webbing load paths essential |
| 1680D (ballistic-style) | travel & industrial | stiff, heavy | sewing stress control & binding quality |
- Weave Structure & Backing (Hidden Performance Factors)
Weave
- Plain weave: smoother surface, lower tear resistance
- Oxford weave: better tear strength, textured appearance
Backing & Coating
- PU backing: cost-effective, light water resistance
- TPU backing: higher elasticity, better cold resistance
- PVC backing: strong waterproofing, heavier and stiffer
Construction implication Heavier backing improves waterproofing but increases sewing difficulty. Needle size, thread type, and seam structure must be adjusted accordingly.
- Common Failure Patterns with Synthetic Fabrics
- Seam tearing before fabric failure (wrong stitch logic)
- Coating cracking at fold lines
- Water leakage at stitch holes without seam strategy
- Shape collapse due to insufficient internal structure
- PU & TPU Coated Materials
PU- and TPU-coated materials are widely used for cosmetic bags, laptop sleeves, modern lifestyle bags, and gift items because of their smooth surface and premium appearance. However, they are also process-sensitive.

- PU vs TPU — Real Differences in Daily Use
| Property | PU Coated Fabric | TPU Coated Fabric |
|---|---|---|
| Cost | Lower | Higher |
| Flexibility | Medium | High |
| Cold Resistance | Moderate | Excellent |
| Crack Resistance | Medium | High |
| Typical Use | fashion, cosmetic bags | outdoor, daily-use bags |
- Engineering Risk Zones
PU/TPU materials often fail at:
- Fold lines near zipper corners
- Gusset edges under repeated compression
- Logo areas exposed to heat or pressure
- Construction Rules We Apply
- Avoid placing logos on high-fold zones
- Adjust needle size and stitch length to prevent coating damage
- Reduce seam density on coated panels to minimize perforation
- For water-resistant designs, add seam strategy instead of relying on coating alone
Key insight:
PU/TPU durability is determined more by seam design than by surface thickness.
- Genuine Leather
Leather projects magnify small errors. Inconsistent stitching, poor edge finishing, or mismatched hardware immediately reduce perceived value.
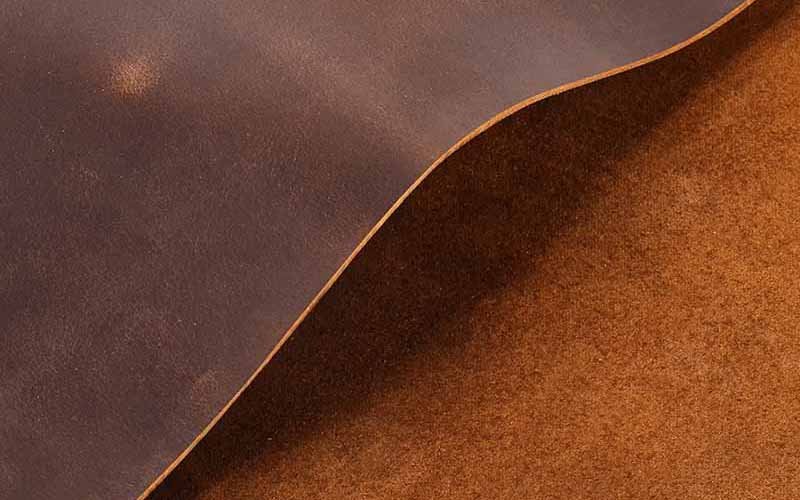
- Leather Specifications Brands Should Define
- Leather type: full-grain / top-grain / corrected
- Thickness range: typically 0.8–1.6 mm depending on structure
- Surface finish: matte, semi-gloss, pull-up, scratch-tolerant
- Edge standard: edge paint vs raw edge
Leaving these undefined is the most common reason leather projects fail.
- Construction Rules for Leather Bags
- Favor simpler silhouettes with fewer seams
- Maintain consistent stitch length and tension
- Calibrate edge paint thickness and curing time
- Match hardware weight to leather thickness
Common failure modes
- Edge paint cracking or uneven layering
- Stitch puckering due to wrong thread tension
- Hardware tearing through leather at stress points
Engineering principle:
In leather bags, finishing quality matters more than complexity.
- EVA, Neoprene & Structural Inserts
- EVA
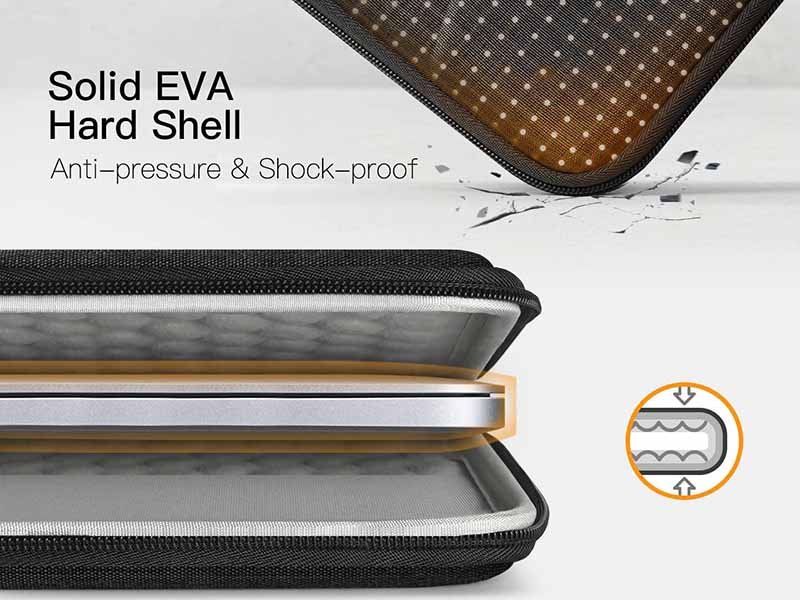
Typical applications
- Protective cases
- Laptop sleeves
- Semi-rigid bags
Key specifications
- Thickness range: 3–8 mm
- Density affects impact protection more than thickness
Risk points
- Delamination if lamination quality is poor
- Edge cracking without proper binding
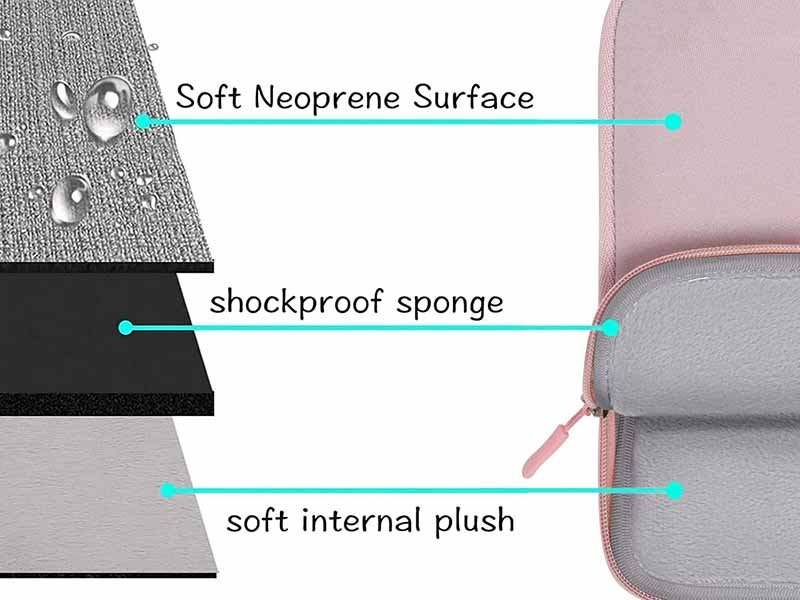
- Neoprene
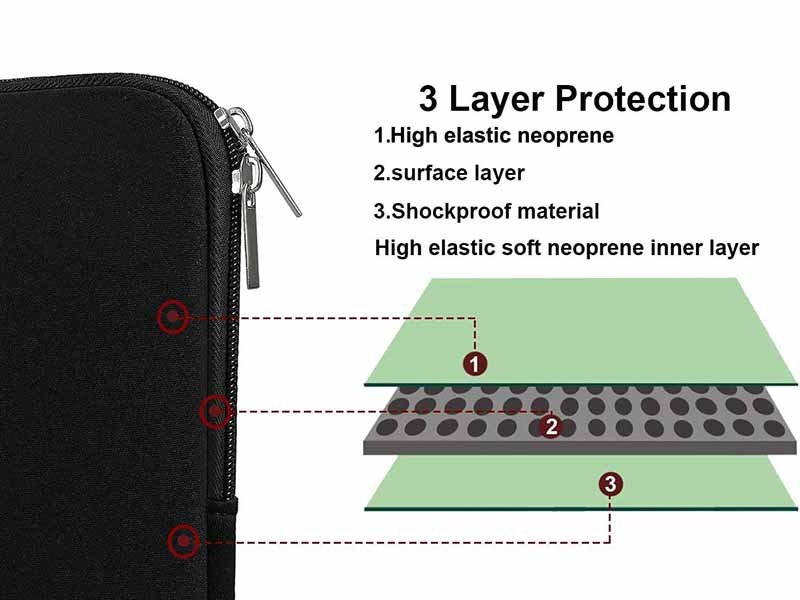
Typical applications
- Sleeves and pouches
- Flexible protective bags
Engineering considerations
- Stretch recovery after repeated use
- Edge binding durability
- Printing compatibility (not all inks bond well)
- Internal Inserts (PE Board / Foam / EVA Sheets)
These components define:
- Shape retention
- Shelf presentation
- E-commerce photo quality
Engineering balance
- Too little structure → bag collapses
- Too much structure → heavy, uncomfortable, higher shipping cost
- Padding, Foam & Internal Structure
Customers feel quality before they see it.
Common padding options
- Foam sheets: comfort and shape
- EVA panels: semi-rigid protection
- PE boards: flat structural support
Engineering focus
- Even distribution (avoid hard edges)
- Secure anchoring to prevent shifting
- Compatibility with sewing sequence

- Stitching, Thread & Seam Engineering

- Stitching Is Structural, Not Decorative
- Thread thickness must match fabric load
- Stitch density affects seam strength
- Over-stitching weakens coated materials
- High-Risk Reinforcement Zones
Every brand bag should define reinforcement standards for:
- Strap roots / handle anchors
- Zipper ends
- Bottom corners
- Common Seam Types & When to Use Them
| Seam Type | Strength | Appearance | Typical Use |
|---|---|---|---|
| Bound seam | High | Visible | heavy-duty bags |
| Turned seam | Medium | Clean | lifestyle & leather bags |
| Piped seam | Medium–High | Premium | retail-facing designs |
- Failure pattern: Seams fail before fabric when stitch logic is incorrect.
- Hardware, Zippers & Trims
Most negative reviews are caused by hardware, not fabric.

- Zippers
- Match zipper grade to bag usage
- Reinforce zipper ends to prevent burst failure
- Test slider smoothness under load
- Hardware (Hooks, D-rings, Buckles)
- Match metal thickness to load
- Avoid lightweight hardware on heavy bags
- Test pull strength and vibration resistance
Key insight:
Hardware should be treated as a load-bearing component, not decoration.
- Material & Construction Compatibility Matrix
Material System → Best Use → Main Risk → Engineering Fix
| Material System | Best Use | Main Risk | Recommended Engineering Solution |
|---|---|---|---|
| 10–12 oz Canvas | lifestyle totes | stretch & deformation | internal webbing + structured bottom |
| 14–16 oz Canvas | premium totes | fraying, heavy weight | binding + simplified panels |
| Waxed Canvas | heritage/outdoor | crease marks, wax migration | reduced folds + controlled finishing |
| 600D Polyester | commuter bags | seam failure | bartacks + reinforcement patches |
| 1680D Nylon | travel/tool bags | sewing stress | correct needle/thread + binding QC |
| PU Coated | cosmetic bags | cracking at folds | avoid fold zones + seam control |
| TPU Coated | waterproof bags | seam leakage | seam strategy + stitch control |
| Leather | premium goods | edge & stitch flaws | finishing discipline + fewer seams |
| EVA Case | protective cases | delamination | lamination QC + edge binding |
| Neoprene | sleeves | edge wear | durable binding + stretch control |
How to Make Your Brand Look Premium and Stay Durable
Branding is not a decorative decision. Logo method, placement, material compatibility, and production tolerance directly affect durability, perceived quality, and long-term brand consistency across batches and markets.
- Branding Strategy Comes Before Logo Technique
Why this matters
Many brands start by asking “Can you print our logo here?” Experienced brands ask “How will this logo age after 6–12 months of real use?”
Branding decisions should be aligned with:
- Product usage frequency (daily vs occasional)
- Target market (fashion vs utility)
- Price positioning (entry, mid, premium)
- Material behavior (stretch, fold, abrasion)
Our practical approach
Before recommending a logo method, we clarify:
- Which panels experience high folding or tension
- Which surfaces are photo-facing (important for e-commerce)
- Which areas receive direct hand contact or friction
Key insight: A logo that looks perfect on a flat sample may fail quickly once the bag is used daily.
- Printing Logos — Flexible but Structurally Sensitive
Best suited for
- Nylon / polyester fabric panels
- PU-coated flat surfaces
- Large, bold logos with limited colors
- Cost-sensitive or short production runs
Engineering risks
- Cracking: occurs when printed areas fold repeatedly
- Fading: caused by ink–fabric incompatibility
- Peeling: often due to incorrect heat or pressure during application
How we control these risks
- Recommend printing only on low-stress panels
- Adjust ink type based on coating or fabric finish
- Test fold behavior during sampling (not after bulk)
When we do NOT recommend printing
- High-fold areas (zipper edges, corners)
- Highly elastic or textured surfaces
- Logos with fine lines smaller than practical resolution
- Embroidery — Premium Texture with Design Constraints

Why brands choose embroidery
- Long-lasting and wear-resistant
- Strong tactile and visual depth
- Communicates craftsmanship and durability
Suitable applications
- Medium-to-heavy fabric panels
- Reinforced areas with stable backing
- Logos with simple shapes and limited text
Engineering limitations
- Small text becomes unreadable
- High stitch density can distort thin fabric
- Not suitable for waterproof or laminated surfaces
Our best-practice controls
- Match stitch density to fabric weight
- Add backing reinforcement where needed
- Limit embroidery to structurally stable zones
Key insight: Embroidery quality depends more on panel structure than on thread quality.
- Emboss & Deboss — Clean Luxury for Leather & PU
Where it works best
- Genuine leather
- PU leather with sufficient thickness
- Minimalist, logo-driven brand aesthetics
Common failure modes
- Logo too shallow → disappears over time
- Logo too deep → material cracking or deformation
- Inconsistent depth between batches
Our engineering controls
- Test emboss depth on scrap material first
- Control pressure, temperature, and dwell time
- Approve logo depth as a measurable standard
When embossing is NOT ideal
- Very thin PU or soft fabrics
- High-abrasion areas (edges, corners)

- Metal Logos, Plates & Badges — Strong Identity, Higher Control Required

Why brands use metal branding
- Strong visual impact
- Premium, gift-ready appearance
- High consistency across batches
Engineering considerations
- Attachment method: stitching, rivets, or screws
- Surface protection: prevent scratching adjacent material
- Weight distribution: especially on lightweight bags
Risk control
- Reinforce backing panel behind metal logo
- Round or protect sharp edges
- Test vibration and pull resistance
Key insight: Metal logos must be engineered as structural components, not decorations.
- Woven Labels, Leather Patches & Heat Transfers
Typical use cases
- Inner branding (lining labels)
- Secondary branding on pockets or sides
- Budget-controlled branding for multi-SKU lines
Engineering focus
- Stitching alignment and spacing
- Edge sealing to prevent fraying
- Placement consistency between units
Practical recommendation
For multi-SKU launches, woven labels offer the best balance of cost, durability, and consistency.

- Logo Placement Strategy — Small Details, Big Impact

Why placement matters
Even a high-quality logo looks “cheap” if placement is inconsistent.
Placement rules we define
- Distance from seams (e.g. 25–40 mm standard range)
- Orientation relative to bag opening
- Symmetry alignment for left/right panels
Common mistake
Approving logo placement visually without measurable reference points—leading to drift in bulk production.
- Color Consistency Across Materials
What brands often underestimate
- Fabric, webbing, zipper tape, thread, and logo materials reflect color differently
- Studio lighting hides real-world color mismatch
Our control method
- Approve physical color swatches, not digital screens only
- Match components as a system, not individually
- Keep color references on file for future reorders

- Branding & Packaging as One System
Why packaging matters
Packaging is part of branding—and often the first physical interaction a customer has with your product.
What we support
- E-commerce protective packaging
- Retail-ready gift packaging
- Dust bags, hangtags, inserts, care cards
Engineering focus
- Packaging must protect shape
- Labels and inserts must be repeatable and accurate
- Packaging cost must align with product margin
- Branding Decision Matrix
| Branding Method | Best For | Durability | Cost Level | Risk Level |
|---|---|---|---|---|
| Printing | Flat fabric panels | Medium | Low | Medium |
| Embroidery | Fabric bags | High | Medium | Low |
| Emboss/Deboss | Leather / PU | High | Medium | Low |
| Metal Plate | Premium lines | Very High | High | Medium |
| Woven Label | Multi-SKU | High | Low | Very Low |
How We Make Specs Repeatable
Quality is achieved through defined checkpoints, not promises. We implement staged QC and functional testing so bulk production consistently matches the approved sample in appearance, structure, and performance.

- Incoming Material Inspection (IQC)
What we check
- Fabric defects, coating uniformity, color accuracy
- Hardware finish and strength
- Foam thickness and density
Why it matters Defects at this stage multiply downstream. Early rejection saves time and cost.
- In-Process Quality Control (IPQC)
Key checkpoints
- Stitch density and seam alignment
- Reinforcement placement accuracy
- Measurement tolerance during assembly
Typical tolerance range
- Soft bags: ±1.0 cm
- Structured bags: ±0.5 cm
- Final Inspection (FQC)
What is verified
- Visual appearance and cleanliness
- Logo placement and orientation
- Zipper smoothness and strap functionality
- Packaging accuracy
- Documentation & Traceability
What we document
- Approved sample reference
- BOM version
- QC checkpoints and results
Why this matters Clear documentation ensures reorders match previous batches—even months later.
- Functional & Durability Testing
| Test Item | Purpose | Typical Focus |
|---|---|---|
| Zipper Cycling | Open/close durability | smoothness, tooth damage |
| Strap Load Test | Load-bearing strength | anchor points |
| Abrasion Test | Surface durability | corners, bottom |
| Colorfastness | Color stability | fabric & webbing |
| Drop / Impact | Protection performance | EVA / padded bags |
Why brands benefit These tests catch failures before customers do.
How to Evaluate a Bag Manufacturer for Your Brand
Choosing a bag manufacturer is a strategic decision, not a price comparison. This checklist helps brand teams evaluate suppliers based on engineering capability, repeatability, communication, and risk control—not marketing claims.

- Product Development Capability
Why this matters A factory that can only “copy samples” will struggle when your design changes, materials shift, or SKUs expand. Development capability determines whether your product can evolve.
Questions to ask
- Can you develop from a tech pack, drawings, or concept—not just an existing sample?
- Do you provide structure optimization suggestions (reinforcement, foam, stitching)?
- Can you explain why a construction choice is better, not just say “we can do it”?
- How do you translate a design into measurable production specs?
- Material & BOM Control
Why this matters Material drift is the #1 cause of “bulk looks different from sample.”
Questions to ask
5. How do you lock the BOM after sample approval?
6. Can you guarantee consistent fabric, lining, webbing, zipper, and hardware sources?
7. How do you manage color matching across different components?
8. What happens if a material becomes unavailable—do you replace it or consult first?
- Quality Control System
Why this matters “QC included” means nothing without defined checkpoints.
Questions to ask
9. Do you perform incoming, in-process, and final inspections?
10. Are measurement tolerances defined for each bag type?
11. Do you test zippers, straps, and stress points?
12. Can you provide QC records for reference?
- MOQ, Scaling & Timeline Reality
Why this matters A factory that only works well at one order size may fail when you scale.
Questions to ask
13. What is your realistic low MOQ for customized products?
14. How do you handle multi-SKU, small-batch launches?
15. What is the typical bulk lead time, and what causes delays?
16. How do you plan production during peak seasons?
- Communication & Collaboration
Why this matters Most costly mistakes come from miscommunication—not technical limits.
Questions to ask
17. Do you support video calls and visual confirmations?
18. How often will you provide progress updates?
19. Who is responsible for engineering decisions vs sales communication?
20. How do you handle revisions or unexpected issues?
- Buyer Decision Score Table
| Evaluation Area | Weak (0–2) | Acceptable (3–4) | Strong (5) |
|---|---|---|---|
| Development Ability | copy-only | partial support | full OEM/ODM engineering |
| Material Control | flexible/unclear | semi-fixed | BOM locked & traceable |
| QC System | vague | basic | staged & documented |
| Scaling Support | limited | workable | proven multi-SKU scaling |
| Communication | slow | responsive | proactive & structured |
How Brands Solve Manufacturing Problems with Us
These case studies are based on real OEM/ODM projects. Each example highlights the original challenge, engineering decisions made during development, and practical outcomes—so brands can understand how similar problems are solved in real production environments.
- European Lifestyle Brand
Canvas Tote Bag Line (Retail & Online Sales)
Client Profile
- Region: Europe
- Brand Type: Lifestyle & retail-focused brand
- Sales Channel: Retail stores + online shop
- Product Positioning: Everyday tote bags with premium natural texture
Initial Challenge
The brand experienced handle tearing and bag deformation after several months of use. Although the canvas fabric looked thick and durable, customer complaints increased as load stress concentrated on the handle attachment points.
Engineering Analysis
We identified three structural issues:
- Canvas fabric alone was bearing load without internal reinforcement
- Handle stitching relied only on surface seams
- Bottom structure lacked support, causing shape collapse under weight
Our Solution
- Added internal webbing reinforcement running through the handle anchors
- Redesigned handle attachment using box-X stitching instead of straight seams
- Integrated a structured bottom panel to distribute load evenly
Final Result
- Significantly improved load-bearing performance
- Tote bags maintained shape after long-term use
- Reduced customer complaints related to tearing and deformation


- US E-commerce Brand
Multi-Compartment Backpack (Amazon Sales)
Client Profile
- Region: United States
- Brand Type: E-commerce / Amazon-focused
- Product Focus: Functional backpacks with multiple compartments
Initial Challenge
The brand faced high return rates due to:
- Pocket misalignment
- Inconsistent internal spacing
- Slight size variation between units
These issues were not obvious in samples but became critical at scale.
Engineering Analysis
The root causes included:
- No defined measurement tolerances
- Pocket placement based on visual reference, not fixed measurements
- Lack of in-process QC during assembly
Our Solution
- Defined critical dimensions and tolerances for pocket placement
- Marked high-risk assembly steps for in-process inspection
- Added visual reference markers for sewing operators
Final Result
- Improved unit-to-unit consistency
- Reduced functional complaints and returns
- More stable customer reviews on product listings
- Outdoor Equipment Brand
Insulated Cooler Bag (Recreation & Events)
Client Profile
- Brand Type: Outdoor & beverage accessories
- Sales Channel: Online + event distribution
- Key Requirement: Thermal performance without bulky appearance
Initial Challenge
The brand wanted better insulation but did not want a thicker, heavier bag that would hurt aesthetics and shipping cost.
Engineering Analysis
- Existing insulation foam was too thin for temperature retention
- Increasing thickness directly would negatively impact shape and packaging efficiency
Our Solution
- Optimized foam density and thickness balance
- Adjusted internal lining structure to reduce heat leakage
- Reinforced seams in high-stress temperature zones
Final Result
- Noticeably improved insulation performance
- Maintained clean exterior profile
- Better balance between performance and shipping efficiency


- Beauty & Personal Care Brand
PU Cosmetic Bag Series (Premium Gifting)
Client Profile
- Brand Type: Beauty & personal care
- Product Role: Promotional and retail cosmetic bags
- Positioning: Clean, premium, gift-ready
Initial Challenge
- Logo cracking after repeated use
- Interior lining stained easily by cosmetics
- Perceived quality did not match brand image
Engineering Analysis
- Printed logo was placed on a high-fold stress area
- Lining material lacked wipe-clean coating
- Zipper quality inconsistent across batches
Our Solution
- Switched to a more durable logo method suitable for PU surface
- Upgraded to wipe-clean interior lining
- Standardized zipper grade and inspection criteria
Final Result
- Improved durability and appearance
- Better user experience and gift perception
- Reduced post-sale complaints
- Industrial Tool Brand
Heavy-Duty Tool Bag (Professional Use)
Client Profile
- Brand Type: Industrial / professional tools
- Usage Scenario: Daily heavy load, harsh environments
Initial Challenge
Strap failures under heavy weight caused safety concerns and negative feedback.
Engineering Analysis
- Load stress concentrated at strap roots
- Fabric seams alone were insufficient for repeated heavy loads
Our Solution
- Designed load-bearing webbing paths through the bag body
- Added bartack reinforcement at all strap anchor points
- Strengthened bottom panel structure
Final Result
- Significantly improved load capacity
- Higher reliability in field use
- Increased brand trust among professional users


- Brand Incubator / Startup Group
Low MOQ Multi-SKU Launch
Client Profile
- Brand Type: Startup / incubator
- Launch Model: Multiple SKUs with limited initial volume
Initial Challenge
- 6 SKUs
- Limited budget
- Tight launch schedule
Engineering Analysis
- Too many material variations would increase cost and risk
- Sampling sequentially would delay launch
Our Solution
- Simplified SKU structure by sharing materials and hardware
- Ran parallel sampling for multiple SKUs
- Prioritized “hero SKU” first, secondary SKUs followed
Final Result
- Faster launch readiness
- Better cash-flow control
- Clear roadmap for scaling successful SKUs
FAQ — Common Questions Brands Ask Before Working with a Manufacturer
What is your typical MOQ for custom bag projects?
Our low MOQ usually ranges from 50 to 200 units per style, depending on material availability, structure complexity, and branding method. We often help brands plan an initial launch quantity that balances risk and cost efficiency.
Can you help optimize a design before sampling?
Yes. We frequently suggest construction, reinforcement, and material adjustments during the design phase to improve durability, reduce cost, and ensure smoother mass production without compromising appearance.
How long does sampling usually take?
Sampling timelines vary by complexity. New designs often require multiple iterations. We focus on efficient feedback loops so design changes are addressed early rather than discovered during bulk production.
How do you ensure bulk production matches the approved sample?
We lock the BOM, define tolerances, and follow staged QC. This system prevents silent material or construction changes between sample approval and mass production.
Which logo method is most durable?
Durability depends on material and usage. Embroidery works well on fabrics, embossing suits leather and PU, and printing is best for low-stress flat panels. We recommend logo methods based on real use conditions.
Can you support packaging and labeling?
Yes. We support e-commerce and retail packaging, including labeling accuracy and protective packing to reduce shipping damage and returns.
What is your typical bulk lead time?
Bulk production is commonly planned around 15–25 days after approvals, depending on structure complexity, material sourcing, and production season.
Can you handle multi-SKU or color variations?
Yes. We often recommend starting with fewer core colors or shared materials to simplify production and maintain consistency across SKUs.
How do you handle design confidentiality?
We treat client designs as confidential and limit access to project-specific teams. Files and samples are managed to reduce unnecessary exposure.
Do you support communication via video or calls?
Yes. We encourage video calls and visual confirmations to reduce misunderstandings, especially during sampling and production stages.
Let’s Review Your Bag Project Together
If you’re comparing bag manufacturers, the best first step isn’t a quote—it’s clarity. Share your idea, reference images, or tech pack, and we’ll help you assess feasibility, risks, and next steps.
– Bag type & intended use
– Target market & price range
– Estimated order quantity (by color/SKU)
– Material preference (if any)
– Logo method preference
– Reference images / tech pack upload
– Target launch timeline
- (+86) 13423847456
- Info@Szoneier.Com